CNC偺幚尡俀丗2006.01.03(壩)乣2006.06.30(嬥) 2006.12.31(擔)乣
2006.06.30(嬥) 兂3mm偺僄儞僪儈儖偺僔儍儞僋晹偱丄堦夞揮偺恈傇傟検傪應掕偟傑偟偨丅
 僗僺儞僪儖偵懳偟偰丄僄儞僪儈儖偺庢傝晅偗埵抲傪栺45搙偢偮偢傜偟偰應掕丅
僐儗僢僩偺埵抲偼晄掕偱偡丅
庢晅埵抲 恈傇傟検
(搙) (兪m)
----------+----------
0 38
45 11
90 22
135 56
180 50
225 40
270 27
315 30
---------------------
MIN 11
MAX 56
暯嬒 34.25
弶傔偵惢嶌偟偨奼挘僗儕乕僽偺恈傇傟偺嵟戝抣偑45兪m偁傞堊
庢晅埵抲 恈傇傟検 兂0.3mm敿寧僇僢僞乕偵懳偡傞妱崌
-----------+---------------+-----------------------------------
嫮挷 56+45=101兪m 33.7%
懪徚 56-45= 11兪m 3.7%
懪徚偟埵抲偺嵞尰惈岦忋偑壽戣偱偡丅
2006.06.29(栘)
僗僺儞僪儖偵懳偟偰丄僄儞僪儈儖偺庢傝晅偗埵抲傪栺45搙偢偮偢傜偟偰應掕丅
僐儗僢僩偺埵抲偼晄掕偱偡丅
庢晅埵抲 恈傇傟検
(搙) (兪m)
----------+----------
0 38
45 11
90 22
135 56
180 50
225 40
270 27
315 30
---------------------
MIN 11
MAX 56
暯嬒 34.25
弶傔偵惢嶌偟偨奼挘僗儕乕僽偺恈傇傟偺嵟戝抣偑45兪m偁傞堊
庢晅埵抲 恈傇傟検 兂0.3mm敿寧僇僢僞乕偵懳偡傞妱崌
-----------+---------------+-----------------------------------
嫮挷 56+45=101兪m 33.7%
懪徚 56-45= 11兪m 3.7%
懪徚偟埵抲偺嵞尰惈岦忋偑壽戣偱偡丅
2006.06.29(栘)
 僗僺儞僪儖偵懳偟偰丄僗儕乕僽偺埵抲傪偼偠傔偵栠偟傑偟偨丅
2006.06.26(寧)偺堦斣壓偺峚偲偼慡偔條巕偑堘偄傑偡丅
敿寧僇僢僞乕偼丄僗儕乕僽偵庢傝晅偗偨傑傑偱偡丅
2006.06.26(寧)
僗僺儞僪儖偵懳偟偰丄僗儕乕僽偺埵抲傪偼偠傔偵栠偟傑偟偨丅
2006.06.26(寧)偺堦斣壓偺峚偲偼慡偔條巕偑堘偄傑偡丅
敿寧僇僢僞乕偼丄僗儕乕僽偵庢傝晅偗偨傑傑偱偡丅
2006.06.26(寧)
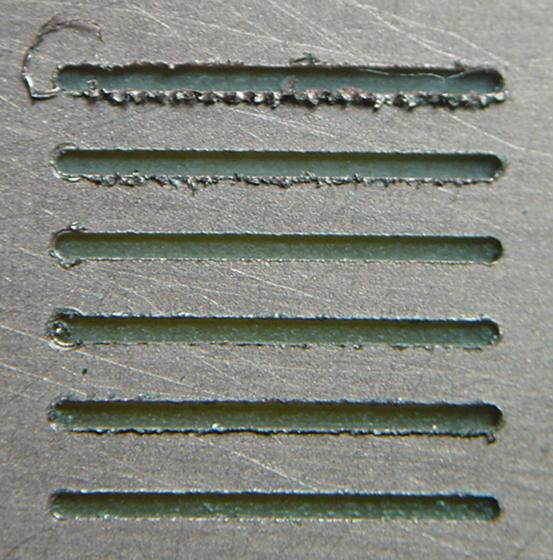 僗僺儞僪儖偵懳偟偰丄僗儕乕僽偺埵抲傪偍傛偦60搙偯偮曄偊偰捈慄僷僞乕儞傪愗嶍偟傑偟偨丅
僠儍僢僋埵抲偵傛傝愗嶍偺椙偟埆偟偑偁傝傑偡丅
SEC偝傫丄偛嫵帵桳擄偆偛偞偄傑偟偨丅
愗嶍忦審
崁栚 撪梕
-----------+-----------------------------------------------------
庡幉夞揮悢 栺3500(rmp)
愗嶍桘 柍偟
愗傝崬傒検 0.1mm
憲傝懍搙 F90
僷僞乕儞 挿偝5mm丅僺僢僠1mm丅
僄儞僪儈儖 敿寧僇僢僞乕丅兂0.3mm丅恘岤0.14mm丅
P斅 t1.6mm丅曅柺婎斅丅崅偝帺桼僋儔儞僾偱嵍塃傪屌掕丅
2006.06.24(搚)
敿寧僇僢僞乕偵摝偘戙傪愝偗丄捈慄僷僞乕儞偺愗嶍僥僗僩傪偟傑偟偨丅
僗僺儞僪儖偵懳偟偰丄僗儕乕僽偺埵抲傪偍傛偦60搙偯偮曄偊偰捈慄僷僞乕儞傪愗嶍偟傑偟偨丅
僠儍僢僋埵抲偵傛傝愗嶍偺椙偟埆偟偑偁傝傑偡丅
SEC偝傫丄偛嫵帵桳擄偆偛偞偄傑偟偨丅
愗嶍忦審
崁栚 撪梕
-----------+-----------------------------------------------------
庡幉夞揮悢 栺3500(rmp)
愗嶍桘 柍偟
愗傝崬傒検 0.1mm
憲傝懍搙 F90
僷僞乕儞 挿偝5mm丅僺僢僠1mm丅
僄儞僪儈儖 敿寧僇僢僞乕丅兂0.3mm丅恘岤0.14mm丅
P斅 t1.6mm丅曅柺婎斅丅崅偝帺桼僋儔儞僾偱嵍塃傪屌掕丅
2006.06.24(搚)
敿寧僇僢僞乕偵摝偘戙傪愝偗丄捈慄僷僞乕儞偺愗嶍僥僗僩傪偟傑偟偨丅
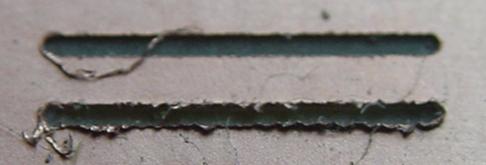 峚 摝偘戙 愗嶍屻偵昁梫側張棟
-----+----------+-------------------------------------
忋 柍偟 恀鐹僽儔僔偱僸僎偺彍嫀
壓 桳傝 夞揮尋杹偱僸僎偲僶儕偺彍嫀
愗嶍忦審
崁栚 撪梕
-----------+-----------------------------------------------------
庡幉夞揮悢 栺3500(rmp)
愗嶍桘 柍偟
愗傝崬傒検 0.1mm
憲傝懍搙 F90
僷僞乕儞 挿偝5mm丅僺僢僠1mm丅
僄儞僪儈儖 敿寧僇僢僞乕丅兂0.3mm丅恘岤0.14mm丅摝偘戙桳傝/柍偟
P斅 t1.6mm丅曅柺婎斅丅崅偝帺桼僋儔儞僾偱嵍塃傪屌掕丅
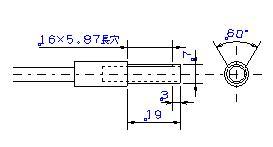
敿寧僇僢僞乕偺抐柺恾
峚 摝偘戙 愗嶍屻偵昁梫側張棟
-----+----------+-------------------------------------
忋 柍偟 恀鐹僽儔僔偱僸僎偺彍嫀
壓 桳傝 夞揮尋杹偱僸僎偲僶儕偺彍嫀
愗嶍忦審
崁栚 撪梕
-----------+-----------------------------------------------------
庡幉夞揮悢 栺3500(rmp)
愗嶍桘 柍偟
愗傝崬傒検 0.1mm
憲傝懍搙 F90
僷僞乕儞 挿偝5mm丅僺僢僠1mm丅
僄儞僪儈儖 敿寧僇僢僞乕丅兂0.3mm丅恘岤0.14mm丅摝偘戙桳傝/柍偟
P斅 t1.6mm丅曅柺婎斅丅崅偝帺桼僋儔儞僾偱嵍塃傪屌掕丅
敿寧僇僢僞乕偺抐柺恾
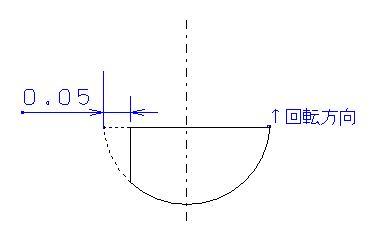 0.05mm偑摝偘戙偱偡丅
2006.06.23(嬥)
0.05mm偑摝偘戙偱偡丅
2006.06.23(嬥)
 儌乕僞乕懁偺僇僢僾儔乕偲
儌乕僞乕懁偺僇僢僾儔乕偲 楢寢晹昳傪
楢寢晹昳傪 偱愙拝偟傑偟偨丅
寢壥丗
夞揮憶壒偑憹戝偟傑偟偨丅
懳嶔丗
1) 愙拝嵻傪彍嫀丅
2) 僇僢僾儔乕偲楢寢晹昳偲偺娫偵庽帀梡僌儕僗傪敄偔揾晍丅
偱埲慜偺夞揮壒偵栠傝傑偟偨丅
2006.06.21(悈)
偱愙拝偟傑偟偨丅
寢壥丗
夞揮憶壒偑憹戝偟傑偟偨丅
懳嶔丗
1) 愙拝嵻傪彍嫀丅
2) 僇僢僾儔乕偲楢寢晹昳偲偺娫偵庽帀梡僌儕僗傪敄偔揾晍丅
偱埲慜偺夞揮壒偵栠傝傑偟偨丅
2006.06.21(悈)
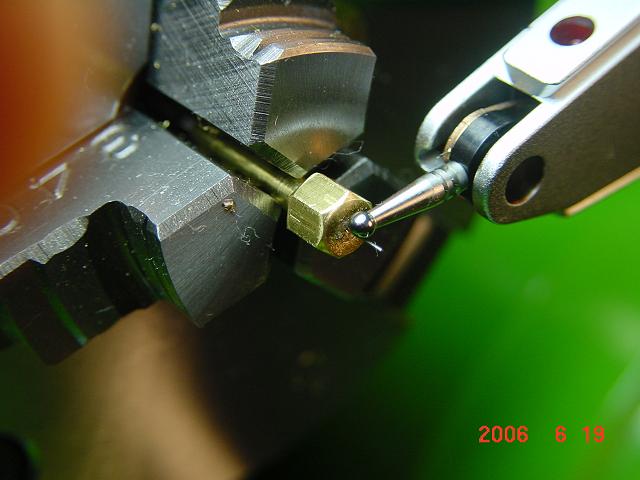
 僐儗僢僩懁偐傜僗僺儞僪儖偺幉庴偗傪尒傑偟偨丅
儀傾儕儞僌傪C儕儞僌偱屌掕偟偰偄傞傛偆偱偡丅
2006.06.19(寧)
2屄栚偺奼挘僗儕乕僽傪惢嶌丅
慁斦偺嶰捾儐僯僶乕僒儖僠儍僢僋偵奼挘僗儕乕僽傪庢傝晅偗偰丄
敿寧僇僢僞乕僔儍儞僋(兂0.3mm)偺恈傇傟偺暆傪應掕偟傑偟偨丅
僐儗僢僩懁偐傜僗僺儞僪儖偺幉庴偗傪尒傑偟偨丅
儀傾儕儞僌傪C儕儞僌偱屌掕偟偰偄傞傛偆偱偡丅
2006.06.19(寧)
2屄栚偺奼挘僗儕乕僽傪惢嶌丅
慁斦偺嶰捾儐僯僶乕僒儖僠儍僢僋偵奼挘僗儕乕僽傪庢傝晅偗偰丄
敿寧僇僢僞乕僔儍儞僋(兂0.3mm)偺恈傇傟偺暆傪應掕偟傑偟偨丅
 嶲峫丗兂10mm偺僔儍僼僩傪庢傝晅偗偨帪偺恈傇傟暆偼5兪偱偡丅
恈傇傟暆 (扨埵兪m)
庢晅埵抲 No.1 No,2
----------+--------+------------
0搙 53 28
60搙 49 44
120搙 38 45
180搙 52 30
240搙 63 10
300搙 70 7
----------+--------+------------
MAX 70 45
MIN 38 7
暯嬒 54.2 27.3
No.1丗崱夞惢嶌偟偨奼挘僗儕乕僽丅
No,2丗慜夞惢嶌偟偨奼挘僗儕乕僽丅
No.1偺僐儗僢僩晹偺僗儕僢僩丅暆0.1mm亊挿偝4mm
嶲峫丗兂10mm偺僔儍僼僩傪庢傝晅偗偨帪偺恈傇傟暆偼5兪偱偡丅
恈傇傟暆 (扨埵兪m)
庢晅埵抲 No.1 No,2
----------+--------+------------
0搙 53 28
60搙 49 44
120搙 38 45
180搙 52 30
240搙 63 10
300搙 70 7
----------+--------+------------
MAX 70 45
MIN 38 7
暯嬒 54.2 27.3
No.1丗崱夞惢嶌偟偨奼挘僗儕乕僽丅
No,2丗慜夞惢嶌偟偨奼挘僗儕乕僽丅
No.1偺僐儗僢僩晹偺僗儕僢僩丅暆0.1mm亊挿偝4mm
 幬傔偱偡丅
2006.06.18(擔)
儌乕僞乕偲僗僺儞僪儖偺僇僢僾儔乕撪偵憰拝偝傟偰偄傞晹昳偱抏椡惈偑偁傝娚徴岠壥
偑偁傝偦偆偱偡丅
儌乕僞乕懁偺僇僢僾儔乕偼丄堦懱惉宆偺條偵尒偊傑偟偨偑丄暿晹昳偱偟偨丅
2006.06.16(嬥)
愙拝嵻偺旘嶶僥僗僩傪偟傑偟偨丅
幬傔偱偡丅
2006.06.18(擔)
儌乕僞乕偲僗僺儞僪儖偺僇僢僾儔乕撪偵憰拝偝傟偰偄傞晹昳偱抏椡惈偑偁傝娚徴岠壥
偑偁傝偦偆偱偡丅
儌乕僞乕懁偺僇僢僾儔乕偼丄堦懱惉宆偺條偵尒偊傑偟偨偑丄暿晹昳偱偟偨丅
2006.06.16(嬥)
愙拝嵻偺旘嶶僥僗僩傪偟傑偟偨丅
 巻惢偺墌斦偺廃埻偵岤偝栺1mm偱愙拝嵻傪揾晍偟丄5暘懸偭偰偐傜墌斦傪墌摏偺拞傊崀
壓偝偣丄3600(rpm)偱夞揮丅
愙拝嵻偼偁偭偲偄偆傑偵旘傃嶶傝傑偟偨丅
堦擔曻抲偟偨偁偲
1) 墌斦偺抂傪巜偱忋壓偡傞偲丄傛偔偟側傝傑偡丅
暅尦椡偑彮偟憹偟偨傛偆偱偡丅
2) 墌斦偺昞柺偺愙拝嵻偺敄枌偵偼儀僩僣僉姶偑偁傝傑偡丅
巜偵愙拝嵻偑拝偔偙偲偼偁傝傑偣傫丅
2006.06.14(悈)
儌乕僞乕偲僗僺儞僪儖偺僇僢僾儔乕偵廩揢傪専摙拞偺娚徴嵽(愙拝嵻)偱偡丅
岠擻彂偒 婜懸
-----------------------+-------------------------------------------
愙拝憌偑僔儑僢僋傪媧廂 夞揮壒偑惷偐偵側傞丅
抏惈愙拝嵻 儌乕僞乕偲僗僺儞僪儖偺恈偢傟傪媧廂偡傞丅
擏傗偣偑側偄 峝壔偟偰傕寗娫偑弌棃側偄丅
僞儗偑側偄 僇僢僾儔乕偺愙怗柺偵掕拝偡傞丅
柍梟嵻 儌乕僞乕偺夞揮巕傗嶞巕偵懳偡傞壔妛揑側塭嬁偑柍偄丅
埲慜偵摨偠愙拝嵻傪巊梡偟偨帪偺姶憐丅
1. 峝壔偟偰傕抏椡惈偑偁傞丅
2. 崌惉庽帀(ABS)偺応崌丄峝壔偟偨愙拝嵻傪攳偟傗偡偄丅
3. 僾儔僗僠僢僋偑梟偗側偄丅
愙拝嵻廩揢偺曽朄
埬1) 愙拝嵻傪揾晍偟僇僢僾儔乕傪崌傢偣丄夞揮偝偣側偑傜埵抲弌偟傪偟偰儌乕僞乕傪
屌掕偡傞丅
仺 夞揮拞偵愙拝嵻偑旘嶶丅
仺 儌乕僞乕嬱摦夞楬偵庤傪壛偊偰丄愙拝嵻偑旘嶶偟側偄埵傑偱夞揮悢傪壓偘傞丅
埬2) 儌乕僞乕傪屌掕屻偵丄愙拝嵻傪拲擖偡傞丅
仺 拲擖売強傪娤應 仺 僒乕價僗儈儔乕傪巊梡偡傞丅
仺 拲擖曽朄 仺 拲幩摏傪巊梡偡傞丅
仺 拲幩摏偺弌岥偐傜拲擖売強傑偱僠儏乕僽偱愙拝嵻傪桿摫偡傞丅
仺 擲惈偑嫮偄偺偱丄彫宎偺僠儏乕僽偱偼棳傟側偄壜擻惈戝丅
仏埬1偑桳椡偱偡丅
2006.06.11(擔)
CNC App偵Z幉尨揰弌偟儊僯儏乕傪捛壛偟傑偟偨丅
巻惢偺墌斦偺廃埻偵岤偝栺1mm偱愙拝嵻傪揾晍偟丄5暘懸偭偰偐傜墌斦傪墌摏偺拞傊崀
壓偝偣丄3600(rpm)偱夞揮丅
愙拝嵻偼偁偭偲偄偆傑偵旘傃嶶傝傑偟偨丅
堦擔曻抲偟偨偁偲
1) 墌斦偺抂傪巜偱忋壓偡傞偲丄傛偔偟側傝傑偡丅
暅尦椡偑彮偟憹偟偨傛偆偱偡丅
2) 墌斦偺昞柺偺愙拝嵻偺敄枌偵偼儀僩僣僉姶偑偁傝傑偡丅
巜偵愙拝嵻偑拝偔偙偲偼偁傝傑偣傫丅
2006.06.14(悈)
儌乕僞乕偲僗僺儞僪儖偺僇僢僾儔乕偵廩揢傪専摙拞偺娚徴嵽(愙拝嵻)偱偡丅
岠擻彂偒 婜懸
-----------------------+-------------------------------------------
愙拝憌偑僔儑僢僋傪媧廂 夞揮壒偑惷偐偵側傞丅
抏惈愙拝嵻 儌乕僞乕偲僗僺儞僪儖偺恈偢傟傪媧廂偡傞丅
擏傗偣偑側偄 峝壔偟偰傕寗娫偑弌棃側偄丅
僞儗偑側偄 僇僢僾儔乕偺愙怗柺偵掕拝偡傞丅
柍梟嵻 儌乕僞乕偺夞揮巕傗嶞巕偵懳偡傞壔妛揑側塭嬁偑柍偄丅
埲慜偵摨偠愙拝嵻傪巊梡偟偨帪偺姶憐丅
1. 峝壔偟偰傕抏椡惈偑偁傞丅
2. 崌惉庽帀(ABS)偺応崌丄峝壔偟偨愙拝嵻傪攳偟傗偡偄丅
3. 僾儔僗僠僢僋偑梟偗側偄丅
愙拝嵻廩揢偺曽朄
埬1) 愙拝嵻傪揾晍偟僇僢僾儔乕傪崌傢偣丄夞揮偝偣側偑傜埵抲弌偟傪偟偰儌乕僞乕傪
屌掕偡傞丅
仺 夞揮拞偵愙拝嵻偑旘嶶丅
仺 儌乕僞乕嬱摦夞楬偵庤傪壛偊偰丄愙拝嵻偑旘嶶偟側偄埵傑偱夞揮悢傪壓偘傞丅
埬2) 儌乕僞乕傪屌掕屻偵丄愙拝嵻傪拲擖偡傞丅
仺 拲擖売強傪娤應 仺 僒乕價僗儈儔乕傪巊梡偡傞丅
仺 拲擖曽朄 仺 拲幩摏傪巊梡偡傞丅
仺 拲幩摏偺弌岥偐傜拲擖売強傑偱僠儏乕僽偱愙拝嵻傪桿摫偡傞丅
仺 擲惈偑嫮偄偺偱丄彫宎偺僠儏乕僽偱偼棳傟側偄壜擻惈戝丅
仏埬1偑桳椡偱偡丅
2006.06.11(擔)
CNC App偵Z幉尨揰弌偟儊僯儏乕傪捛壛偟傑偟偨丅
 奼挘僗儕乕僽偲P婎斅偺摵敁昞柺偵丄愙怗専弌梡偺僋儕僢僾傪愙懕偟傑偡丅
奼挘僗儕乕僽偲P婎斅偺摵敁昞柺偵丄愙怗専弌梡偺僋儕僢僾傪愙懕偟傑偡丅
 Z幉傪嵟彫暘夝擻偱崀壓偝偣偰丄P婎斅偺昞柺偵僄儞僪儈儖偺恘愭偑愙怗偟偨埵抲傪
揹婥揑偵専弌偟Z幉偺尨揰偵偟傑偡丅
僼儘乕僠儍乕僩
(Z幉尨揰弌偟僗僞乕僩)
伀
劌仼劅劅劅劅劅劅劅劅劅劉
伀 Low 劆
亙 PORT-A5 擖椡 亜仺劅劅劅劅劅劅劅劅劅劉
伀 High 劆 劆
Z幉崀壓(嵟彫暘夝擻偱) 劆 劆
伀 劆 劆
劋劅劅劅劅劅劅劅劅劅劅劊 劆
伀
Z幉尰嵼埵抲傪0(尨揰)偵愝掕
伀
Z幉偺尨揰偐傜偺僷儖僗悢傪0偵愝掕
伀
廔椆
2006.06.10(搚)
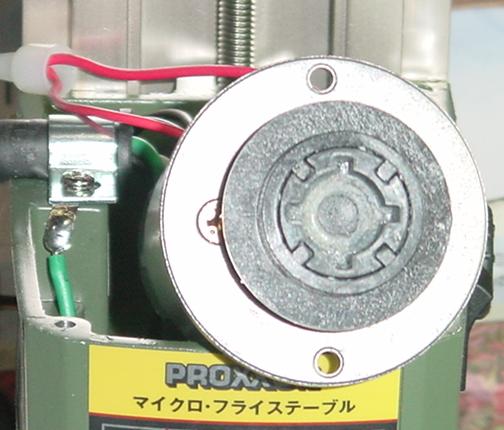
儌乕僞乕懁偺僇僢僾儔乕偱偡丅
撪懁偺係偮偺墯傒偲丄僗僺儞僪儖懁偺係偮偺撌偑偐傒崌偭偰夞揮傪揱払偟傑偡丅
Z幉傪嵟彫暘夝擻偱崀壓偝偣偰丄P婎斅偺昞柺偵僄儞僪儈儖偺恘愭偑愙怗偟偨埵抲傪
揹婥揑偵専弌偟Z幉偺尨揰偵偟傑偡丅
僼儘乕僠儍乕僩
(Z幉尨揰弌偟僗僞乕僩)
伀
劌仼劅劅劅劅劅劅劅劅劅劉
伀 Low 劆
亙 PORT-A5 擖椡 亜仺劅劅劅劅劅劅劅劅劅劉
伀 High 劆 劆
Z幉崀壓(嵟彫暘夝擻偱) 劆 劆
伀 劆 劆
劋劅劅劅劅劅劅劅劅劅劅劊 劆
伀
Z幉尰嵼埵抲傪0(尨揰)偵愝掕
伀
Z幉偺尨揰偐傜偺僷儖僗悢傪0偵愝掕
伀
廔椆
2006.06.10(搚)
儌乕僞乕懁偺僇僢僾儔乕偱偡丅
撪懁偺係偮偺墯傒偲丄僗僺儞僪儖懁偺係偮偺撌偑偐傒崌偭偰夞揮傪揱払偟傑偡丅
 僗僺儞僪儖懁偺僇僢僾儔乕偱偡丅
夞揮壒偑嵟傕彫偝偄埵抲偱丄儌乕僞乕傪屌掕偟傑偡丅
2006.06.09(嬥)
僗僺儞僪儖夞揮壒傪俥俥俿夝愅偟傑偟偨丅
埫憶壒
僗僺儞僪儖懁偺僇僢僾儔乕偱偡丅
夞揮壒偑嵟傕彫偝偄埵抲偱丄儌乕僞乕傪屌掕偟傑偡丅
2006.06.09(嬥)
僗僺儞僪儖夞揮壒傪俥俥俿夝愅偟傑偟偨丅
埫憶壒
 僗僺儞僪儖夞揮僆僼丅晹壆偺憶壒偱偡丅
3600夞揮
僗僺儞僪儖夞揮僆僼丅晹壆偺憶壒偱偡丅
3600夞揮
 拫娫側傜憢傪奐偗偰偄偰傕丄嬤強柪榝偵側傜側偄掱搙偱偡丅
5000夞揮
拫娫側傜憢傪奐偗偰偄偰傕丄嬤強柪榝偵側傜側偄掱搙偱偡丅
5000夞揮
 帹忈傝側壒偑弌巒傔傑偡丅
17000夞揮
帹忈傝側壒偑弌巒傔傑偡丅
17000夞揮
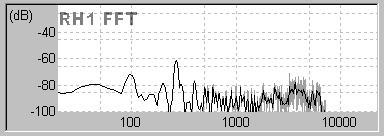 嫃偨偨傑傟側偄憶壒偱偡丅
僺乕僋
夞揮悢(rpm) 僺乕僋廃攇悢(Hz) 儌乕僞乕夞揮攞悢(攞)
------------+-----------------------+------------------------
3600 480 8
5000 664, 3.3K 8, 40
17000 566, 2.2K, 4.4K, 5.6K 2, 4, 8, 10
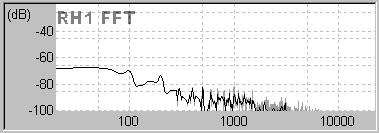
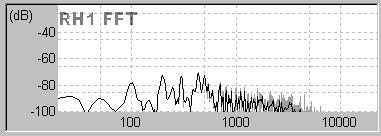
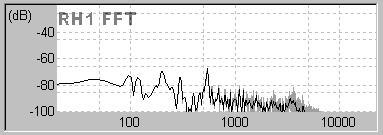
儌乕僞乕偲僗僺儞僪儖傪寢崌偟偰偄傞係偮偺捾偐傜弌傞嬼悢師偺崅挷攇偑桳椡偱偡丅
5000夞揮晅嬤偱偼丄懠偺夞揮悢偲偼堎側傞壒偱丄俁倠Hz晅嬤偱儊僇嫟怳偑婲偒偰偄傞
傛偆偱偡丅
應掕忦審
-----------+--------------------------------------
儅僀僋 SONY DYNAMIC F-V80T
榐壒VOL 嵟戝 (榐壒僐儞僩儘乕儖僷僱儖偱)
嫍棧 僐儔儉偐傜100mm
愗嶍 偣偢 (嬻揮)
FFT RH1 FFT
2006.06.08(栘)
| 僶儕
夞揮悢 | 憶壒 | F10 | F90
-------+------------------------+-----+------
3600 懴偊偆傞憶壒偱偡丅 7 5
17000 懴偊傜傟側偄憶壒偱偡丅 7 7
僶儕丗
2006.06.03(搚)偺寢壥偲斾妑偟昡壙偟傑偟偨丅
昞柺尋杹偑昁梫偱偡丅
愗嶍忦審
崁栚 撪梕
-----------+-----------------------------------------
憲傝懍搙 丗慜敿亖F10丅 屻敿亖F90丅
僄儞僪儈儖丗敿寧僇僢僞乕丅兂0.3mm丅恘岤0.1mm丅
愗嶍桘 丗柍偟
嵽椏 丗t1.6mm僾儕儞僩婎斅
嶣塭嫍棧 丗220mm(儚乕僋偲僨僕僇儊娫)
2006.06.03(搚)
憲傝懍搙傪曄偊偰捈慄僷僞乕儞傪愗嶍偟傑偟偨丅
嫃偨偨傑傟側偄憶壒偱偡丅
僺乕僋
夞揮悢(rpm) 僺乕僋廃攇悢(Hz) 儌乕僞乕夞揮攞悢(攞)
------------+-----------------------+------------------------
3600 480 8
5000 664, 3.3K 8, 40
17000 566, 2.2K, 4.4K, 5.6K 2, 4, 8, 10
儌乕僞乕偲僗僺儞僪儖傪寢崌偟偰偄傞係偮偺捾偐傜弌傞嬼悢師偺崅挷攇偑桳椡偱偡丅
5000夞揮晅嬤偱偼丄懠偺夞揮悢偲偼堎側傞壒偱丄俁倠Hz晅嬤偱儊僇嫟怳偑婲偒偰偄傞
傛偆偱偡丅
應掕忦審
-----------+--------------------------------------
儅僀僋 SONY DYNAMIC F-V80T
榐壒VOL 嵟戝 (榐壒僐儞僩儘乕儖僷僱儖偱)
嫍棧 僐儔儉偐傜100mm
愗嶍 偣偢 (嬻揮)
FFT RH1 FFT
2006.06.08(栘)
| 僶儕
夞揮悢 | 憶壒 | F10 | F90
-------+------------------------+-----+------
3600 懴偊偆傞憶壒偱偡丅 7 5
17000 懴偊傜傟側偄憶壒偱偡丅 7 7
僶儕丗
2006.06.03(搚)偺寢壥偲斾妑偟昡壙偟傑偟偨丅
昞柺尋杹偑昁梫偱偡丅
愗嶍忦審
崁栚 撪梕
-----------+-----------------------------------------
憲傝懍搙 丗慜敿亖F10丅 屻敿亖F90丅
僄儞僪儈儖丗敿寧僇僢僞乕丅兂0.3mm丅恘岤0.1mm丅
愗嶍桘 丗柍偟
嵽椏 丗t1.6mm僾儕儞僩婎斅
嶣塭嫍棧 丗220mm(儚乕僋偲僨僕僇儊娫)
2006.06.03(搚)
憲傝懍搙傪曄偊偰捈慄僷僞乕儞傪愗嶍偟傑偟偨丅
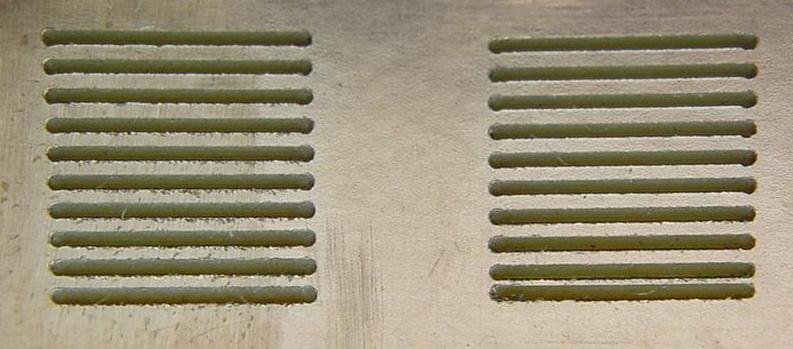 嵍丗愗嶍桘側偟丅 塃丗愗嶍桘偁傝丅
壓偐傜F10,20,30,40,50,60,70,80,90,90丅
愗嶍忦審
崁栚 撪梕
-----------+-----------------------------------------
庡幉夞揮悢 栺3600(rmp)
愗嶍桘 桳傝(僞僢僾僆僀儖揾晍) 乛 柍偟
愗傝崬傒検 0.15mm
憲傝懍搙 F10乣90
僷僞乕儞 挿偝5mm丅僺僢僠0.6mm丅
僄儞僪儈儖 敿寧僇僢僞乕丅兂0.3mm丅恘岤0.1mm丅
昡壙偼僶儕偑傎偲傫偳側偄忬懺傪侾偲偟丄悢抣偑戝偒偔側傞偵廬偭偰僶儕偑懡偔
偐偮戝偒偔側傝傑偡丅 1偐傜4埲撪側傜偽丄昞柺尋杹偼晄梫偲巚偊傞掱搙偱偡丅
寢壥丗
| 愗嶍桘
F | 桳傝 | 柍偟
-----+-------+--------
90 1 4
80 1 5
70 2 6
60 2 6
50 3 7
40 4 7
30 4 6
20 5 6
10 6 6
2006.06.02(嬥)
庡幉偺夞揮悢傪曄偊偰僥僗僩僷僞乕儞傪愗嶍偟傑偟偨丅
嵍丗愗嶍桘側偟丅 塃丗愗嶍桘偁傝丅
壓偐傜F10,20,30,40,50,60,70,80,90,90丅
愗嶍忦審
崁栚 撪梕
-----------+-----------------------------------------
庡幉夞揮悢 栺3600(rmp)
愗嶍桘 桳傝(僞僢僾僆僀儖揾晍) 乛 柍偟
愗傝崬傒検 0.15mm
憲傝懍搙 F10乣90
僷僞乕儞 挿偝5mm丅僺僢僠0.6mm丅
僄儞僪儈儖 敿寧僇僢僞乕丅兂0.3mm丅恘岤0.1mm丅
昡壙偼僶儕偑傎偲傫偳側偄忬懺傪侾偲偟丄悢抣偑戝偒偔側傞偵廬偭偰僶儕偑懡偔
偐偮戝偒偔側傝傑偡丅 1偐傜4埲撪側傜偽丄昞柺尋杹偼晄梫偲巚偊傞掱搙偱偡丅
寢壥丗
| 愗嶍桘
F | 桳傝 | 柍偟
-----+-------+--------
90 1 4
80 1 5
70 2 6
60 2 6
50 3 7
40 4 7
30 4 6
20 5 6
10 6 6
2006.06.02(嬥)
庡幉偺夞揮悢傪曄偊偰僥僗僩僷僞乕儞傪愗嶍偟傑偟偨丅
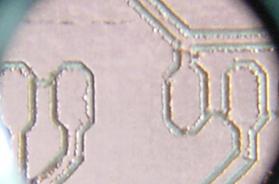
 昞柺傪尋杹偟偨屻偺夋憸偱偡丅
恘岤0.1mm偺敿寧僇僢僞乕巊梡丅9600(rpm)丅F70丅
忋偼僺僢僠0.6mm偺IC儔儞僪憐掕丅
壓偼僺儞娫侾杮傪憐掕丅
|尋杹慜| 昞柺尋杹屻 | 愗嶍 |儌乕僞乕
夞揮悢 | 愗嶍桘 | 僶儕 | 僶儕 | 傂偘 | 昡壙 | 壒
-------+---------------+------+-------+------+------+----------
3600 僞僢僾僆僀儖 懡 柍 柍 仜 彫
3600 庽帀梡僌儕僗 懡 彮 柍 仮 彫
5600 柍偟 懡 彮 桳 亊 拞
9600 柍偟 懡 柍 柍 仜 戝
17000 柍偟 懡 柍 桳 亊 戝
傂偘丗摵敁偑傂偘忬偵怢傃偰丄椬偺僷僞乕儞僄僢僕偵愙怗偟偰偄傑偡丅
9600傗17000夞揮偼丄巊梡帪娫15暘偺掕奿偑傕偭偲側惃偄偱偡丅
1) 3600夞揮僞僢僾僆僀儖桳傝偱愗嶍
2) 昞柺尋杹
3) 愻忩(愇尣悈摍)
4) 姡憞
偑幚梡揑偱丄敿寧僇僢僞乕偺帩偪傕傛偝偦偆偱偡丅
2006.05.31(悈)
惢嶌偟偨敿寧僇僢僞乕偱丄P婎斅僷僞乕儞傪愗嶍偟傑偟偨丅
昞柺傪尋杹偟偨屻偺夋憸偱偡丅
恘岤0.1mm偺敿寧僇僢僞乕巊梡丅9600(rpm)丅F70丅
忋偼僺僢僠0.6mm偺IC儔儞僪憐掕丅
壓偼僺儞娫侾杮傪憐掕丅
|尋杹慜| 昞柺尋杹屻 | 愗嶍 |儌乕僞乕
夞揮悢 | 愗嶍桘 | 僶儕 | 僶儕 | 傂偘 | 昡壙 | 壒
-------+---------------+------+-------+------+------+----------
3600 僞僢僾僆僀儖 懡 柍 柍 仜 彫
3600 庽帀梡僌儕僗 懡 彮 柍 仮 彫
5600 柍偟 懡 彮 桳 亊 拞
9600 柍偟 懡 柍 柍 仜 戝
17000 柍偟 懡 柍 桳 亊 戝
傂偘丗摵敁偑傂偘忬偵怢傃偰丄椬偺僷僞乕儞僄僢僕偵愙怗偟偰偄傑偡丅
9600傗17000夞揮偼丄巊梡帪娫15暘偺掕奿偑傕偭偲側惃偄偱偡丅
1) 3600夞揮僞僢僾僆僀儖桳傝偱愗嶍
2) 昞柺尋杹
3) 愻忩(愇尣悈摍)
4) 姡憞
偑幚梡揑偱丄敿寧僇僢僞乕偺帩偪傕傛偝偦偆偱偡丅
2006.05.31(悈)
惢嶌偟偨敿寧僇僢僞乕偱丄P婎斅僷僞乕儞傪愗嶍偟傑偟偨丅
 嵍偑崱夞偺愗嶍偱丄塃偼2006.04.30(擔)偺愗嶍偱偡丅
僪儕儖偵傛傞寠偁偗偼徣偒傑偟偨丅
僷僞乕儞愗嶍忦審
崱夞 2006.04.30(擔)
----------+----------------+------------------------
僄儞僪儈儖 兂0.3mm(帺嶌) 兂0.3mm堦枃恘(儊乕僇昳)
愗傝崬傒検 0.1mm 0.25mm
悈暯憲傝 F70 F70
悅捈憲傝 F20 F20
愗嶍桘 側偟 側偟
庡幉夞揮 3600(rpm) 4600(rpm)
強梡帪娫 栺25暘 栺30暘
寢壥丗
奼挘僗儕乕僽偲敿寧僇僢僞乕偱丄堦枃恘(儊乕僇昳)偲摨摍掱搙偺愗嶍偑壜擻丅
嵟揔壔(0.1mm)偱丄強梡帪娫偑抁弅丅枹愗嶍僷僞乕儞偼柍偟丅
愗傝崬傒検偑0.1mm偺堊丄悢売強偱摵敁偺嶍傝巆傝偑敪惗丅師夞偼0.15mm偱幚尡丅
2006.05.30(壩)
嵍偑崱夞偺愗嶍偱丄塃偼2006.04.30(擔)偺愗嶍偱偡丅
僪儕儖偵傛傞寠偁偗偼徣偒傑偟偨丅
僷僞乕儞愗嶍忦審
崱夞 2006.04.30(擔)
----------+----------------+------------------------
僄儞僪儈儖 兂0.3mm(帺嶌) 兂0.3mm堦枃恘(儊乕僇昳)
愗傝崬傒検 0.1mm 0.25mm
悈暯憲傝 F70 F70
悅捈憲傝 F20 F20
愗嶍桘 側偟 側偟
庡幉夞揮 3600(rpm) 4600(rpm)
強梡帪娫 栺25暘 栺30暘
寢壥丗
奼挘僗儕乕僽偲敿寧僇僢僞乕偱丄堦枃恘(儊乕僇昳)偲摨摍掱搙偺愗嶍偑壜擻丅
嵟揔壔(0.1mm)偱丄強梡帪娫偑抁弅丅枹愗嶍僷僞乕儞偼柍偟丅
愗傝崬傒検偑0.1mm偺堊丄悢売強偱摵敁偺嶍傝巆傝偑敪惗丅師夞偼0.15mm偱幚尡丅
2006.05.30(壩)
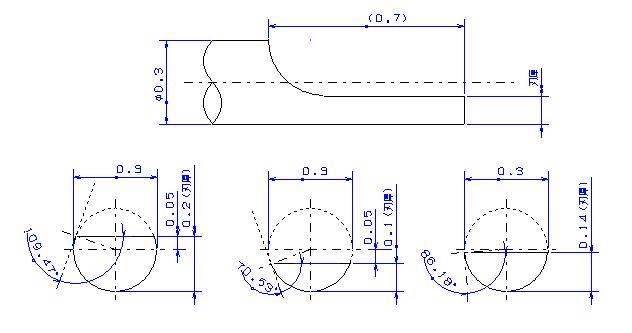 敿寧恘偺恘愭妏偺専摙恾偱偡丅
恘岤(mm) 恘愭妏(搙)
----+-------------------------------+----------------
嵍 0.2mm = 0.15mm(敿宎)亄0.05mm 109.47
拞墰 0.1mm = 0.15mm(敿宎)亅0.05mm 70.53
塃 0.14mm = 0.15mm(敿宎)亅0.01mm 86.18
傾儖儈斅傪愗嶍偟傑偟偨丅
敿寧恘偺恘愭妏偺専摙恾偱偡丅
恘岤(mm) 恘愭妏(搙)
----+-------------------------------+----------------
嵍 0.2mm = 0.15mm(敿宎)亄0.05mm 109.47
拞墰 0.1mm = 0.15mm(敿宎)亅0.05mm 70.53
塃 0.14mm = 0.15mm(敿宎)亅0.01mm 86.18
傾儖儈斅傪愗嶍偟傑偟偨丅
 儖乕儁墇偟偺堊丄彮偟備偑傫偱偄傑偡丅
寢壥
-------------------------------------------
恘岤(mm) 僶儕 愗嶍暆 幚梡
----+----------+------+----------+---------
嵍 0.2mm 懡 栺0.3mm 晄岦偒
塃 0.1mm 彮 栺0.3mm 岦偒
愗嶍忦審
-----------+-----------------------------------------
庡幉夞揮悢 栺3600(rmp)
愗嶍桘 僞僢僾僆僀儖
愗傝崬傒検 0.1mm
憲傝懍搙 F70
僷僞乕儞 暆0.17mm亊4.87mm亊5杮丅僺僢僠0.6mm丅娫妘0.43mm丅
2006.05.28(擔)
兂0.3mm偺敿寧恘傪惢嶌偟傑偟偨丅
儖乕儁墇偟偺堊丄彮偟備偑傫偱偄傑偡丅
寢壥
-------------------------------------------
恘岤(mm) 僶儕 愗嶍暆 幚梡
----+----------+------+----------+---------
嵍 0.2mm 懡 栺0.3mm 晄岦偒
塃 0.1mm 彮 栺0.3mm 岦偒
愗嶍忦審
-----------+-----------------------------------------
庡幉夞揮悢 栺3600(rmp)
愗嶍桘 僞僢僾僆僀儖
愗傝崬傒検 0.1mm
憲傝懍搙 F70
僷僞乕儞 暆0.17mm亊4.87mm亊5杮丅僺僢僠0.6mm丅娫妘0.43mm丅
2006.05.28(擔)
兂0.3mm偺敿寧恘傪惢嶌偟傑偟偨丅
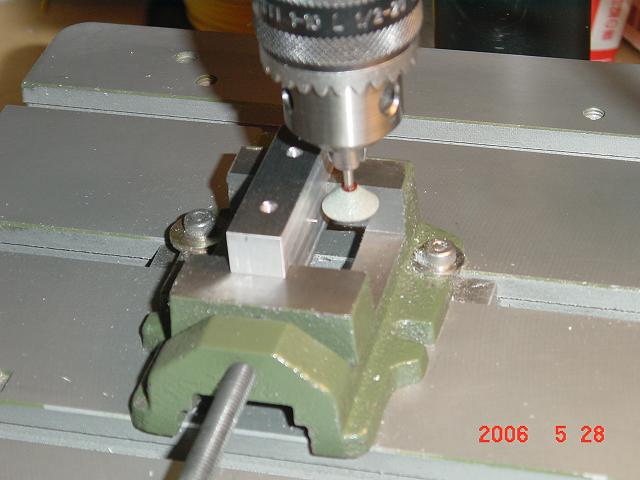 奼挘僗儕乕僽惢嶌拞偵愜傟偨兂0.3mm偺僪儕儖偺僔儍儞僋傪儂儖僟乕偵屌掕偟丄
夞揮搖愇偱嶍傝傑偡丅
奼挘僗儕乕僽惢嶌拞偵愜傟偨兂0.3mm偺僪儕儖偺僔儍儞僋傪儂儖僟乕偵屌掕偟丄
夞揮搖愇偱嶍傝傑偡丅
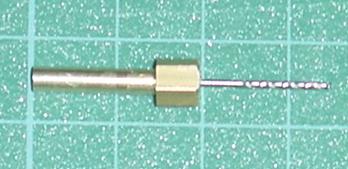
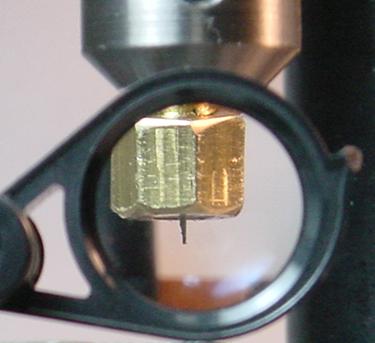 尋偓廔傢偭偨敿寧恘傪丄奼挘僗儕乕僽偵庢傝晅偗傑偟偨丅
尋偓廔傢偭偨敿寧恘傪丄奼挘僗儕乕僽偵庢傝晅偗傑偟偨丅
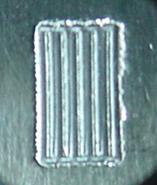
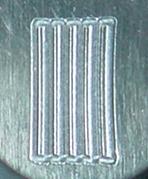
 敿寧恘偱傾儖儈斅傪愗嶍偟傑偟偨丅
巐妏宍偺堦曈偼1.3mm(曈偺拞怱娫偱1mm)丅峚偺暆偼0.3倣倣偱偡丅
庡幉夞揮悢丗 栺3000(rmp)
愗嶍桘 丗 巊梡偣偢
愗傝崬傒検丗 0.1mm
憲傝懍搙 丗 庤摦偱備偭偔傝 (僼儔僀僗儅僔儞 No.16000巊梡)
2006.05.23(壩)
奼挘僗儕乕僽惢嶌幚尡偦偺侾侾丅
兂0.3mm梡奼挘僗儕乕僽傪嶌傝捈偟傑偟偨丅
崱夞偺僗儕僢僩愗傝崬傒偼丄4mm傑偱偼奣偹捈慄偵側傝傑偟偨丅
庡幉偺孹偒挷惍偺岠壥偱偟傚偆偐丅
曃恈検應掕 (60搙庢傝晅偗埵抲傪曄偊偰應掕)
崱夞惢嶌 慜夞惢嶌 兂1.5mm僪儕儖
---------------+----------+----------------
110 170 68
47 78 120
48 62 118
92 184 66
116 178 41
115 128 91
---------------+----------+----------------
MIN 48 63 41
MAX 116 184 120
暯嬒 88 133 84
兂1.5mm偺僗僩儗乕僩僪儕儖巊梡帪偲摨摍偵巇忋傝傑偟偨丅
敿寧恘偱傾儖儈斅傪愗嶍偟傑偟偨丅
巐妏宍偺堦曈偼1.3mm(曈偺拞怱娫偱1mm)丅峚偺暆偼0.3倣倣偱偡丅
庡幉夞揮悢丗 栺3000(rmp)
愗嶍桘 丗 巊梡偣偢
愗傝崬傒検丗 0.1mm
憲傝懍搙 丗 庤摦偱備偭偔傝 (僼儔僀僗儅僔儞 No.16000巊梡)
2006.05.23(壩)
奼挘僗儕乕僽惢嶌幚尡偦偺侾侾丅
兂0.3mm梡奼挘僗儕乕僽傪嶌傝捈偟傑偟偨丅
崱夞偺僗儕僢僩愗傝崬傒偼丄4mm傑偱偼奣偹捈慄偵側傝傑偟偨丅
庡幉偺孹偒挷惍偺岠壥偱偟傚偆偐丅
曃恈検應掕 (60搙庢傝晅偗埵抲傪曄偊偰應掕)
崱夞惢嶌 慜夞惢嶌 兂1.5mm僪儕儖
---------------+----------+----------------
110 170 68
47 78 120
48 62 118
92 184 66
116 178 41
115 128 91
---------------+----------+----------------
MIN 48 63 41
MAX 116 184 120
暯嬒 88 133 84
兂1.5mm偺僗僩儗乕僩僪儕儖巊梡帪偲摨摍偵巇忋傝傑偟偨丅
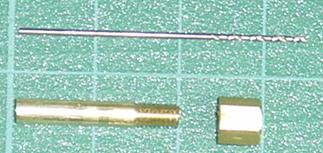
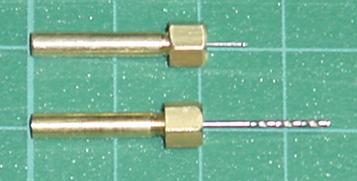 忋丗兂0.3mm梡奼挘僗儕乕僽丅
壓丗兂0.8mm梡奼挘僗儕乕僽丅
忋丗兂0.3mm梡奼挘僗儕乕僽丅
壓丗兂0.8mm梡奼挘僗儕乕僽丅
 媣偟傇傝偺CNC愗嶍偱偡丅
愗嶍忦審
僪儕儖 丗 兂0.3mm
丄僺僢僠 丗 0.6mm
怺偝 丗 0.1mm
寠悢 丗 10亊10 (廲亊墶)
庡幉夞揮丗 3500(rpm)
愗壓懍搙丗 F10
嵽幙 丗 傾儖儈
愗嶍桘 丗 僞僢僾僆僀儖揾晍
NC僐乕僪丗
G00 Z0.5
M03
M98 P10L10
M05
G00 X0 Y0
M30
O10
M98 P20 L10
G00 X0
G91 G00 Y0.6
G90
M99
O20
G00 Z0
G01 Z-0.1 F10
G00 Z0.5
G91 G00 X0.6
G90
M99
2006.05.22(寧)
奼挘僗儕乕僽惢嶌幚尡偦偺侾侽丅
僗儕乕僽愗傝崬傒偺嬋偑傝専摙丅
僼儔僀僗儅僔儞(No.16000)偺庡幉偺孹偒傪挷傋傑偟偨丅
A埵抲偱僺僢僋僥僗僩偺栚惙傝傪0偵僙僢僩丅
D(Y幉曽岦)
劆
劆
C 劅劅劑劅劅 A(X幉曽岦)
劆
劆
B
X幉曽岦(孹偒挷惍偑壜擻)
A C 孹偒 孹偒
[兪] [兪] [搙] 曽岦
-------+------+------+-----------+-----------
挷惍慜 0 54 0.12628 嵍
挷惍屻 0 1 0.00234 嵍
Y幉曽岦(孹偒挷惍偼晄壜)
B D 孹偒 孹偒
[兪] [兪] [搙] 曽岦 旛峫
-------+------+------+-----------+------------+---------------------
挷惍慜 73 -9 0.19176 恘愭偑墱
挷惍屻 32 -29 0.14265 恘愭偑墱 X幉曽岦孹偒挷惍屻
僗儕僢僩偺愗傝崬傒偼丄僗儕乕僽傪C偐傜A(X幉曽岦)偵岦偐偭偰堏摦偟傑偟偨丅
娵僲僐偑僗儕乕僽偵幬傔偵愗傝崬傓偨傔偵丄恘愭偑偁偍傜傟偰僗儕僢僩偑嬋偭偨偺偐
傕偟傟傑偣傫丅
2006.05.21(擔)
奼挘僗儕乕僽惢嶌幚尡偦偺俋丅
媣偟傇傝偺CNC愗嶍偱偡丅
愗嶍忦審
僪儕儖 丗 兂0.3mm
丄僺僢僠 丗 0.6mm
怺偝 丗 0.1mm
寠悢 丗 10亊10 (廲亊墶)
庡幉夞揮丗 3500(rpm)
愗壓懍搙丗 F10
嵽幙 丗 傾儖儈
愗嶍桘 丗 僞僢僾僆僀儖揾晍
NC僐乕僪丗
G00 Z0.5
M03
M98 P10L10
M05
G00 X0 Y0
M30
O10
M98 P20 L10
G00 X0
G91 G00 Y0.6
G90
M99
O20
G00 Z0
G01 Z-0.1 F10
G00 Z0.5
G91 G00 X0.6
G90
M99
2006.05.22(寧)
奼挘僗儕乕僽惢嶌幚尡偦偺侾侽丅
僗儕乕僽愗傝崬傒偺嬋偑傝専摙丅
僼儔僀僗儅僔儞(No.16000)偺庡幉偺孹偒傪挷傋傑偟偨丅
A埵抲偱僺僢僋僥僗僩偺栚惙傝傪0偵僙僢僩丅
D(Y幉曽岦)
劆
劆
C 劅劅劑劅劅 A(X幉曽岦)
劆
劆
B
X幉曽岦(孹偒挷惍偑壜擻)
A C 孹偒 孹偒
[兪] [兪] [搙] 曽岦
-------+------+------+-----------+-----------
挷惍慜 0 54 0.12628 嵍
挷惍屻 0 1 0.00234 嵍
Y幉曽岦(孹偒挷惍偼晄壜)
B D 孹偒 孹偒
[兪] [兪] [搙] 曽岦 旛峫
-------+------+------+-----------+------------+---------------------
挷惍慜 73 -9 0.19176 恘愭偑墱
挷惍屻 32 -29 0.14265 恘愭偑墱 X幉曽岦孹偒挷惍屻
僗儕僢僩偺愗傝崬傒偼丄僗儕乕僽傪C偐傜A(X幉曽岦)偵岦偐偭偰堏摦偟傑偟偨丅
娵僲僐偑僗儕乕僽偵幬傔偵愗傝崬傓偨傔偵丄恘愭偑偁偍傜傟偰僗儕僢僩偑嬋偭偨偺偐
傕偟傟傑偣傫丅
2006.05.21(擔)
奼挘僗儕乕僽惢嶌幚尡偦偺俋丅
 怴偨偵僗儕僢僩傪愝偗丄嬋偑偭偨僗儕僢僩(巐妏偺榞撪)偵0.1mm偺傾儖儈斅傪憓擖偟
傑偟偨丅
僼儔僀僗儅僔儞(No.16000)偱僪儕儖僔儍儞僋晹偺曃恈検傪應掕偟傑偟偨丅
兂1.5mm僪儕儖 兂0.3mm僪儕儖(奼挘僗儕乕僽桳)
--------------+---------------------------------
68 170
120 78
118 62
66 184 (僺僢僋僥僗僩應掕尷奅晅嬤)
41 178
91 128
偍傛偦60搙偯偮庢傝晅偗埵抲傪偢傜偟偰應掕丅 扨埵偼[兪m]丅
2006.05.20(搚)
奼挘僗儕乕僽惢嶌幚尡偦偺俉丅
怴偨偵僗儕僢僩傪愝偗丄嬋偑偭偨僗儕僢僩(巐妏偺榞撪)偵0.1mm偺傾儖儈斅傪憓擖偟
傑偟偨丅
僼儔僀僗儅僔儞(No.16000)偱僪儕儖僔儍儞僋晹偺曃恈検傪應掕偟傑偟偨丅
兂1.5mm僪儕儖 兂0.3mm僪儕儖(奼挘僗儕乕僽桳)
--------------+---------------------------------
68 170
120 78
118 62
66 184 (僺僢僋僥僗僩應掕尷奅晅嬤)
41 178
91 128
偍傛偦60搙偯偮庢傝晅偗埵抲傪偢傜偟偰應掕丅 扨埵偼[兪m]丅
2006.05.20(搚)
奼挘僗儕乕僽惢嶌幚尡偦偺俉丅
 僗儕僢僩偑嬋偑傝丄僪儕儖屌掕梡僫僢僩傪掲傔傞偲曃恈偟傑偡丅
僪儕儖憰拝寠丗兂0.3mm (怺偝5mm)
僔儍儞僋宎 丗兂3mm
僫僢僩僱僕 丗兂3mm
僗儕僢僩暆 丗 0.1mm
2006.05.19(嬥)
僗儕僢僩偑嬋偑傝丄僪儕儖屌掕梡僫僢僩傪掲傔傞偲曃恈偟傑偡丅
僪儕儖憰拝寠丗兂0.3mm (怺偝5mm)
僔儍儞僋宎 丗兂3mm
僫僢僩僱僕 丗兂3mm
僗儕僢僩暆 丗 0.1mm
2006.05.19(嬥)
 嵍偼嵟揔壔慜丄塃偑嵟揔壔屻偺僣乕儖僷僗偱偡丅
塃偺惵偄仜偱埻傫偩拞偺椫妔慄偑堦杮徚柵偡傞徢忬偺僨僶僢僌偑庤媗傑傝忬懺偱丄
偟偽傜偔乽壥曬偼....乿儌乕僪偵慗堏偟傑偡丅
捛怢丗
拫怮偺岠壥偱丄椫妔慄偑徚柵偡傞徢忬偑側偔側傝傑偟偨丅
嵍偼嵟揔壔慜丄塃偑嵟揔壔屻偺僣乕儖僷僗偱偡丅
塃偺惵偄仜偱埻傫偩拞偺椫妔慄偑堦杮徚柵偡傞徢忬偺僨僶僢僌偑庤媗傑傝忬懺偱丄
偟偽傜偔乽壥曬偼....乿儌乕僪偵慗堏偟傑偡丅
捛怢丗
拫怮偺岠壥偱丄椫妔慄偑徚柵偡傞徢忬偑側偔側傝傑偟偨丅
 懳嶔丗
乽捈慄俙偑捈慄俛傪撪曪偡傞応崌 仺 捈慄俛傪嶍彍乿傪恾宍僨乕僞偺峔憿懱攝楍偺廔
抂傑偱孞傝曉偟偰偄偨張棟傪丄侾偮偺恾宍嶍彍偱堦抂廔椆偡傞傛偆偵偟傑偟偨丅
2006.05.17(悈)
HPGL2NC App偺嵟揔壔張棟偺専摙偱丄僷僞乕儞傪峔惉偡傞奺捈慄偵懳偟偰丄孹偒丄X幉
偲偺岎揰丄Y幉偲偺岎揰丄偺偦傟偧傟偑愝掕斖埻撪偱丄巒揰偲廔揰偺娫偵撪曪偝傟傞
捈慄偺妱崌傪媮傔傑偟偨丅
| 撪曪捈慄専弌 | 嬤愙丒嬤帡捈慄専弌
嫍棧 | 屄悢 妱崌 | 屄悢 妱崌
(mm) | (屄) (%) | (屄) (%)
--------+---------+-------------+---------+-------------
0.00 | 84 7.24 | 14 1.21
0.05 | 356 37.43 | 224 23.55
0.10 | 386 41.91 | 254 27.58
0.15 | 483 50.29 | 304 34.90
0.20 | 513 62.79 | 358 43.82
嬤愙丒嬤帡捈慄専弌偺僨乕僞偼 2006.05.14(擔)偐傜偺堷梡偱偡丅
師偼丄壓婰偺張棟傪捛壛偡傞梊掕偱偡丅
1) 捈慄俙偑捈慄俛傪撪曪偡傞応崌 仺 捈慄俛傪嶍彍丅
2) 捈慄俙偑捈慄俛偵撪曪偝傟傞応崌 仺 捈慄俙傪嶍彍丅
3) 忋婰偵奩摉偟側偄応崌 仺 捈慄俙丄俛偲傕偵嶍彍懳徾奜丅
2006.05.14(擔)
僷僞乕儞傪宍惉偡傞懡妏宍偱丄嬤愙偟偰偄偰挿偝偑嬤帡偺捈慄偺妱崌傪媮傔傑偟偨丅
嫍棧 屄悢 妱崌
(mm) (屄) (%)
--------+---------+-------------
0.00 14 1.21
0.05 224 23.55
0.10 254 27.58
0.15 304 34.90
0.20 358 43.82
2006.04.30(擔)偵愗嶍偟偨P婎斅梡偺僨乕僞傪巊梡偟丄
捈慄偺巒揰偳偆偟偲丄廔揰偳偆偟偑嫍棧偱巜掕偟偨斖埻撪偵偁傞恾宍傪僇僂儞僩偟傑
偟偨丅
嵟揔壔偺張棟偱偼丄忋婰偺忦審偵堦抳偟偨恾宍傪嶍彍偟傑偡丅
懳嶔丗
乽捈慄俙偑捈慄俛傪撪曪偡傞応崌 仺 捈慄俛傪嶍彍乿傪恾宍僨乕僞偺峔憿懱攝楍偺廔
抂傑偱孞傝曉偟偰偄偨張棟傪丄侾偮偺恾宍嶍彍偱堦抂廔椆偡傞傛偆偵偟傑偟偨丅
2006.05.17(悈)
HPGL2NC App偺嵟揔壔張棟偺専摙偱丄僷僞乕儞傪峔惉偡傞奺捈慄偵懳偟偰丄孹偒丄X幉
偲偺岎揰丄Y幉偲偺岎揰丄偺偦傟偧傟偑愝掕斖埻撪偱丄巒揰偲廔揰偺娫偵撪曪偝傟傞
捈慄偺妱崌傪媮傔傑偟偨丅
| 撪曪捈慄専弌 | 嬤愙丒嬤帡捈慄専弌
嫍棧 | 屄悢 妱崌 | 屄悢 妱崌
(mm) | (屄) (%) | (屄) (%)
--------+---------+-------------+---------+-------------
0.00 | 84 7.24 | 14 1.21
0.05 | 356 37.43 | 224 23.55
0.10 | 386 41.91 | 254 27.58
0.15 | 483 50.29 | 304 34.90
0.20 | 513 62.79 | 358 43.82
嬤愙丒嬤帡捈慄専弌偺僨乕僞偼 2006.05.14(擔)偐傜偺堷梡偱偡丅
師偼丄壓婰偺張棟傪捛壛偡傞梊掕偱偡丅
1) 捈慄俙偑捈慄俛傪撪曪偡傞応崌 仺 捈慄俛傪嶍彍丅
2) 捈慄俙偑捈慄俛偵撪曪偝傟傞応崌 仺 捈慄俙傪嶍彍丅
3) 忋婰偵奩摉偟側偄応崌 仺 捈慄俙丄俛偲傕偵嶍彍懳徾奜丅
2006.05.14(擔)
僷僞乕儞傪宍惉偡傞懡妏宍偱丄嬤愙偟偰偄偰挿偝偑嬤帡偺捈慄偺妱崌傪媮傔傑偟偨丅
嫍棧 屄悢 妱崌
(mm) (屄) (%)
--------+---------+-------------
0.00 14 1.21
0.05 224 23.55
0.10 254 27.58
0.15 304 34.90
0.20 358 43.82
2006.04.30(擔)偵愗嶍偟偨P婎斅梡偺僨乕僞傪巊梡偟丄
捈慄偺巒揰偳偆偟偲丄廔揰偳偆偟偑嫍棧偱巜掕偟偨斖埻撪偵偁傞恾宍傪僇僂儞僩偟傑
偟偨丅
嵟揔壔偺張棟偱偼丄忋婰偺忦審偵堦抳偟偨恾宍傪嶍彍偟傑偡丅
 嵍偼嵟揔壔慜丄塃偼嫍棧0.15mm偱嵟揔壔偟偨偲偒偺丄IC廃曈偺僣乕儖僷僗偱偡丅
嵟揔壔偟偰傕晹暘揑偵懡廳偵愗嶍偡傞偲偙傠偑偁傞偨傔丄嬤愙丒嬤帡恾宍偺専弌傾儖
僑儕僘儉傪夵慞偡傞昁梫偑偁傝傑偡丅 擹偔崟偄捈慄偑懡廳晹暘偱偡丅
捈慄傪昞偡幃 y=ax+b 偺a偲b傪懡妏宍偺梫慺捈慄枅偵媮傔丄a偲b偑嫋梕斖埻撪偱丄
偼傒弌偝偢偵廳側偭偰偄傞捈慄傪専弌偡傞曽朄傪専摙偟偨偄偲巚偄傑偡丅
2006.05.12(嬥)
HPGL2NC App偺僪儕儖梡僣乕儖僷僗偺嵟揔壔専摙偱偡丅
嵍偼嵟揔壔慜丄塃偼嫍棧0.15mm偱嵟揔壔偟偨偲偒偺丄IC廃曈偺僣乕儖僷僗偱偡丅
嵟揔壔偟偰傕晹暘揑偵懡廳偵愗嶍偡傞偲偙傠偑偁傞偨傔丄嬤愙丒嬤帡恾宍偺専弌傾儖
僑儕僘儉傪夵慞偡傞昁梫偑偁傝傑偡丅 擹偔崟偄捈慄偑懡廳晹暘偱偡丅
捈慄傪昞偡幃 y=ax+b 偺a偲b傪懡妏宍偺梫慺捈慄枅偵媮傔丄a偲b偑嫋梕斖埻撪偱丄
偼傒弌偝偢偵廳側偭偰偄傞捈慄傪専弌偡傞曽朄傪専摙偟偨偄偲巚偄傑偡丅
2006.05.12(嬥)
HPGL2NC App偺僪儕儖梡僣乕儖僷僗偺嵟揔壔専摙偱偡丅
 嵍偼丄mill-outlines.ulp偑弌椡偟偨HPGL僐乕僪偺僪儕儖梡僣乕儖僷僗偱偡丅
塃偼丄摨偠HPGL僐乕僪傪嵟揔壔偟偨偲偒偺僪儕儖梡僣乕儖僷僗偱偡丅
2006.05.09(壩)
奼挘僗儕乕僽惢嶌幚尡偦偺俈丅
兂0.3mm偺寠偁偗偱丄崱擔傑偱偵寁9杮偺僪儕儖傪愜傝傑偟偨丅
怺偝4mm傪夁偓傞偲搑抂偵擄偟偔側傞堊丄暿側曽朄傪専摙偟傑偡丅
2006.05.07(擔)
HPGL2NC App偺僣乕儖僷僗偺嵟揔壔専摙偱偡丅
嵍偼丄mill-outlines.ulp偑弌椡偟偨HPGL僐乕僪偺僪儕儖梡僣乕儖僷僗偱偡丅
塃偼丄摨偠HPGL僐乕僪傪嵟揔壔偟偨偲偒偺僪儕儖梡僣乕儖僷僗偱偡丅
2006.05.09(壩)
奼挘僗儕乕僽惢嶌幚尡偦偺俈丅
兂0.3mm偺寠偁偗偱丄崱擔傑偱偵寁9杮偺僪儕儖傪愜傝傑偟偨丅
怺偝4mm傪夁偓傞偲搑抂偵擄偟偔側傞堊丄暿側曽朄傪専摙偟傑偡丅
2006.05.07(擔)
HPGL2NC App偺僣乕儖僷僗偺嵟揔壔専摙偱偡丅
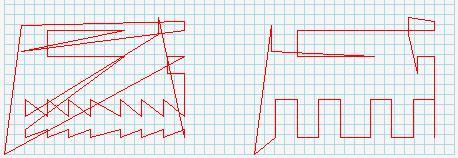
 嵍偼丄mill-outlines.ulp偑弌椡偟偨HPGL僐乕僪偺僣乕儖僷僗偱偡丅
塃偼丄摨偠HPGL僐乕僪傪恾宍扨埵偵暘妱偟偨屻偵丄恾宍娫傪嵟抁偱儕儞僋偡傞傛偆偵
偟偨偲偒偺僣乕儖僷僗偱偡丅 挿偄嫍棧偺旕愗嶍儖乕僩(愒怓)偑尭彮偟傑偟偨丅
2006.05.04(栘)
奼挘僗儕乕僽惢嶌幚尡偦偺俇丅
僺儞僶僀僗宆偵偟傑偟偨丅
嵍偼丄mill-outlines.ulp偑弌椡偟偨HPGL僐乕僪偺僣乕儖僷僗偱偡丅
塃偼丄摨偠HPGL僐乕僪傪恾宍扨埵偵暘妱偟偨屻偵丄恾宍娫傪嵟抁偱儕儞僋偡傞傛偆偵
偟偨偲偒偺僣乕儖僷僗偱偡丅 挿偄嫍棧偺旕愗嶍儖乕僩(愒怓)偑尭彮偟傑偟偨丅
2006.05.04(栘)
奼挘僗儕乕僽惢嶌幚尡偦偺俇丅
僺儞僶僀僗宆偵偟傑偟偨丅
 僪儕儖宎 丗 0.8mm
僔儍儞僋宎 丗 3mm
僫僢僩僱僕 丗 3mm
掲晅梡僗僷僫丗 5mm
2006.05.03(悈)
僪儕儖宎 丗 0.8mm
僔儍儞僋宎 丗 3mm
僫僢僩僱僕 丗 3mm
掲晅梡僗僷僫丗 5mm
2006.05.03(悈)
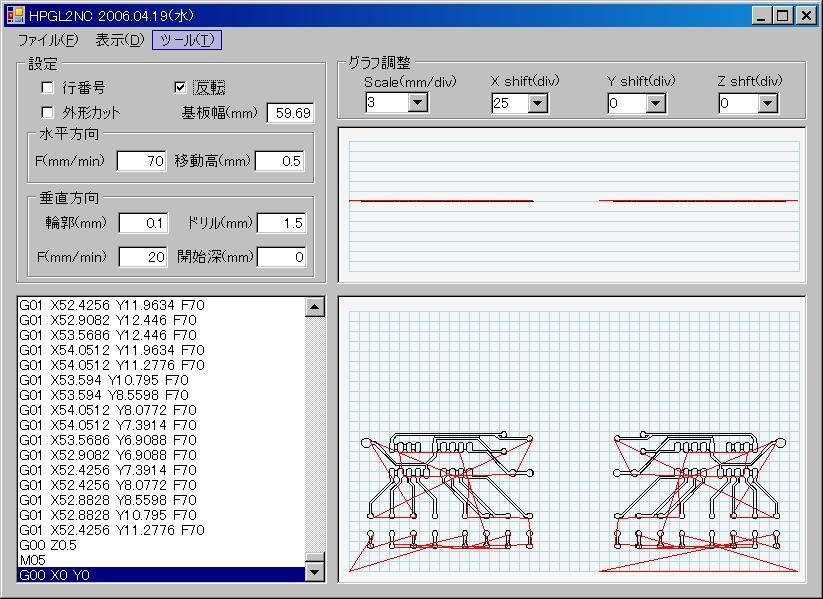
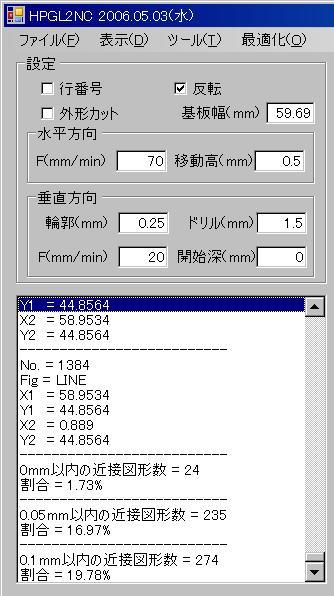 2006.04.30(擔)偵僷僞乕儞愗嶍偟偨P婎斅偺HPGL僐乕僪傪恾宍梫慺(捈慄)偵暘夝偟丄
巒揰偲廔揰偑摨偠偐丄偦傟偧傟偑嬤愙偡傞捈慄恾宍傪僇僂儞僩偟傑偟偨丅
捈慄恾宍偺憤悢 = 1384杮
嫍棧偑0.05mm埲撪偺捈慄恾宍傪侾偮偵廤栺偟偰傕丄怣崋娫偑抁棈偟偨傝丄愨墢嫍棧晄
懌偵側傞偙偲偼柍偄偲巚偄傑偡丅
2006.05.02(壩)
傓傓偭丅
2006.04.30(擔)偵僷僞乕儞愗嶍偟偨P婎斅偺HPGL僐乕僪傪恾宍梫慺(捈慄)偵暘夝偟丄
巒揰偲廔揰偑摨偠偐丄偦傟偧傟偑嬤愙偡傞捈慄恾宍傪僇僂儞僩偟傑偟偨丅
捈慄恾宍偺憤悢 = 1384杮
嫍棧偑0.05mm埲撪偺捈慄恾宍傪侾偮偵廤栺偟偰傕丄怣崋娫偑抁棈偟偨傝丄愨墢嫍棧晄
懌偵側傞偙偲偼柍偄偲巚偄傑偡丅
2006.05.02(壩)
傓傓偭丅
 Visual C# 2005 Express Edition Beta2 擔杮岅斉 傪傾儞僀儞僗僩乕儖偟
Visual C# 2005 Express Edition 擔杮岅斉傪僀儞僗僩乕儖偟傑偟偨丅
儔僀僙儞僗搊榐傪峴偄丄CNC娭楢App偺奐敪娐嫬偑柍帠偵暅媽偟傑偟偨丅
傎偭丅
2006.04.30(擔)
婎斅傪愗傝弌偟傑偟偨丅俇侽亊俆侽偱偡丅
Visual C# 2005 Express Edition Beta2 擔杮岅斉 傪傾儞僀儞僗僩乕儖偟
Visual C# 2005 Express Edition 擔杮岅斉傪僀儞僗僩乕儖偟傑偟偨丅
儔僀僙儞僗搊榐傪峴偄丄CNC娭楢App偺奐敪娐嫬偑柍帠偵暅媽偟傑偟偨丅
傎偭丅
2006.04.30(擔)
婎斅傪愗傝弌偟傑偟偨丅俇侽亊俆侽偱偡丅
 兂0.8mm偺僪儕儖偱丄晹昳儕乕僪梡偺寠傪偁偗傑偟偨丅
兂0.8mm偺僪儕儖偱丄晹昳儕乕僪梡偺寠傪偁偗傑偟偨丅
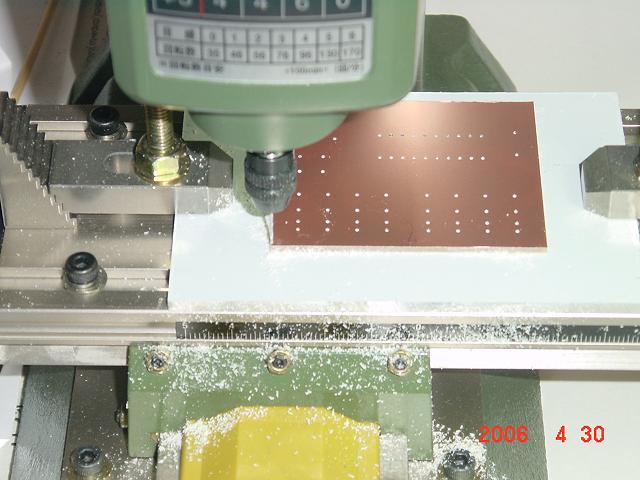 僷僞乕儞愗嶍偑廔椆偟傑偟偨丅
僷僞乕儞愗嶍偑廔椆偟傑偟偨丅
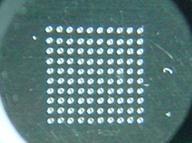
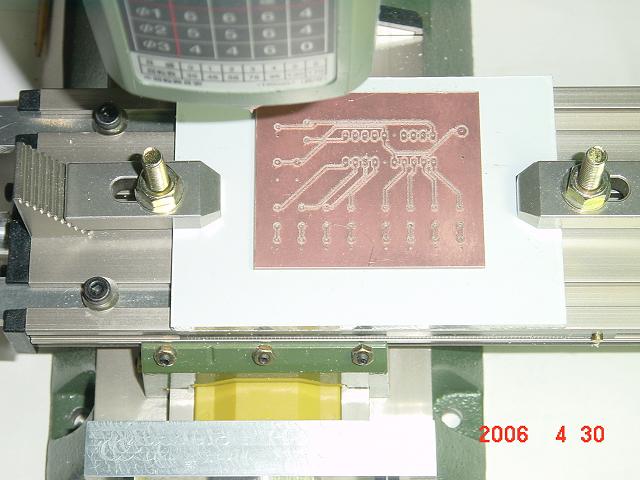 IC偺僺儞PAD廃曈偱偡丅
僪儕儖偱偁偗偨寠偼椙岲偱偡丅 儖乕儁傪捠偟偰幨偟偨堊丄彮偟懭墌偵尒偊傑偡丅
僷僞乕儞愗嶍偼傑傞偱偍傠偟嬥偺傛偆側僶儕偑偁傝傑偡丅
僷僞乕儞暆偼廲丄墶丄幬傔偲傕偵栺0.3mm偱丄傎傏愝寁偳偆傝偱偡丅
僷僞乕儞愗嶍忦審
僄儞僪儈儖丗兂0.3mm堦枃恘
愗傝崬傒検丗0.25mm
悈暯憲傝 丗F70
悅捈憲傝 丗F20丅 僪儕儖傕摨偠偱偡丅
愗嶍桘 丗側偟
庡幉夞揮 丗4600(rpm)
強梡帪娫 丗栺30暘
2006.04.28(嬥)
奼挘僗儕乕僽惢嶌幚尡偦偺俆丅
兂0.8mm偺僪儕儖傪憰拝偟傑偟偨丅
IC偺僺儞PAD廃曈偱偡丅
僪儕儖偱偁偗偨寠偼椙岲偱偡丅 儖乕儁傪捠偟偰幨偟偨堊丄彮偟懭墌偵尒偊傑偡丅
僷僞乕儞愗嶍偼傑傞偱偍傠偟嬥偺傛偆側僶儕偑偁傝傑偡丅
僷僞乕儞暆偼廲丄墶丄幬傔偲傕偵栺0.3mm偱丄傎傏愝寁偳偆傝偱偡丅
僷僞乕儞愗嶍忦審
僄儞僪儈儖丗兂0.3mm堦枃恘
愗傝崬傒検丗0.25mm
悈暯憲傝 丗F70
悅捈憲傝 丗F20丅 僪儕儖傕摨偠偱偡丅
愗嶍桘 丗側偟
庡幉夞揮 丗4600(rpm)
強梡帪娫 丗栺30暘
2006.04.28(嬥)
奼挘僗儕乕僽惢嶌幚尡偦偺俆丅
兂0.8mm偺僪儕儖傪憰拝偟傑偟偨丅
 愭抂偱傕栚棫偭偨怳傟偼偁傝傑偣傫丅
愭抂偱傕栚棫偭偨怳傟偼偁傝傑偣傫丅
 嵽椏 丗恀偪傘偆丅兂3mm丅
僪儕儖 丗兂0.8mm
僠儍僢僋丗慁斦晅懏偺僪儕儖僠儍僢僋
夞揮悢 丗740(rpm)
愗嶍桘 丗僞僢僾僆僀儖
壓寠 丗兂0.5mm僙儞僞乕僪儕儖
愗崬検 丗2mm/夞
憲傝懍搙丗2乣4mm/min(庤摦偺堊丄奣棯抣偱偡丅)
巇忋怺偝丗11mm
僗儕僢僩丗暆亖0.2mm丅 挿偝亖4.5mm丅 2暘妱丅
2006.04.26(悈)
奼挘僗儕乕僽惢嶌幚尡偦偺係丅
嵽椏 丗恀偪傘偆丅兂3mm丅
僪儕儖 丗兂0.8mm
僠儍僢僋丗慁斦晅懏偺僪儕儖僠儍僢僋
夞揮悢 丗740(rpm)
愗嶍桘 丗僞僢僾僆僀儖
壓寠 丗兂0.5mm僙儞僞乕僪儕儖
愗崬検 丗2mm/夞
憲傝懍搙丗2乣4mm/min(庤摦偺堊丄奣棯抣偱偡丅)
巇忋怺偝丗11mm
僗儕僢僩丗暆亖0.2mm丅 挿偝亖4.5mm丅 2暘妱丅
2006.04.26(悈)
奼挘僗儕乕僽惢嶌幚尡偦偺係丅
 嵽椏 丗恀偪傘偆丅兂3mm丅
僪儕儖 丗兂0.3mm
僠儍僢僋丗僪儕儖僠儍僢僋偵t0.1mm偺傾儖儈斅傪嫴傫偱僪儕儖傪屌掕丅
夞揮悢 丗740(rpm)
愗嶍桘 丗僞僢僾僆僀儖
壓寠 丗兂0.5mm僙儞僞乕僪儕儖
愗崬検 丗1mm乣2mm
憲傝懍搙丗10乣12mm/min(庤摦偺堊丄奣棯抣偱偡丅)
巇忋怺偝丗7mm
栚帇寢壥丗曃恈丄孹偒丄僈僞偼椙岲丅
愗嶍偺偼偠傔偼丄僠儍僢僋偐傜偺僪儕儖偺撍偒弌偟検傪2mm偵偟偰1mm愗傝崬傒丄
埲屻弴師僪儕儖偺撍偒弌偟検傪2mm偯偮憹傗偟側偑傜偁偗傑偟偨丅
2006.04.24(寧)
奼挘僗儕乕僽惢嶌幚尡偦偺俁丅
僪儕儖兂0.3mm偺擖壸懸偪偺堊丄兂1.5mm偱楙廗偟傑偟偨丅
t1mm偺椫愗傝傪楢偹偰20mm偺挿偝偵偟丄墌摏偵媗傔崬傓栚榑尒偱偡丅
柦柤丗僷僀僫僢僾儖娛媗曽幃
嵽椏 丗恀偪傘偆丅兂3mm丅
僪儕儖 丗兂0.3mm
僠儍僢僋丗僪儕儖僠儍僢僋偵t0.1mm偺傾儖儈斅傪嫴傫偱僪儕儖傪屌掕丅
夞揮悢 丗740(rpm)
愗嶍桘 丗僞僢僾僆僀儖
壓寠 丗兂0.5mm僙儞僞乕僪儕儖
愗崬検 丗1mm乣2mm
憲傝懍搙丗10乣12mm/min(庤摦偺堊丄奣棯抣偱偡丅)
巇忋怺偝丗7mm
栚帇寢壥丗曃恈丄孹偒丄僈僞偼椙岲丅
愗嶍偺偼偠傔偼丄僠儍僢僋偐傜偺僪儕儖偺撍偒弌偟検傪2mm偵偟偰1mm愗傝崬傒丄
埲屻弴師僪儕儖偺撍偒弌偟検傪2mm偯偮憹傗偟側偑傜偁偗傑偟偨丅
2006.04.24(寧)
奼挘僗儕乕僽惢嶌幚尡偦偺俁丅
僪儕儖兂0.3mm偺擖壸懸偪偺堊丄兂1.5mm偱楙廗偟傑偟偨丅
t1mm偺椫愗傝傪楢偹偰20mm偺挿偝偵偟丄墌摏偵媗傔崬傓栚榑尒偱偡丅
柦柤丗僷僀僫僢僾儖娛媗曽幃
 嵽椏 丗恀偪傘偆丅兂4.1mm丅
僪儕儖 丗兂1.5mm
僠儍僢僋丗僪儕儖僠儍僢僋
夞揮悢 丗850(rpm)
壓寠 丗2兂僙儞僞乕僪儕儖巊梡
寠偺怺偝丗1.5mm
巇忋岤偝丗1mm
2006.04.21(嬥)
奼挘僗儕乕僽惢嶌幚尡偦偺俀丅
嵽椏 丗恀偪傘偆丅兂5mm丅
僪儕儖 丗兂0.3mm
僠儍僢僋丗僺儞僶僀僗傪巊梡丅
夞揮悢 丗2520(rpm)丅慁斦偺嶰捾僠儍僢僋偑壏偐偔側傝傑偟偨丅
壓寠 丗2兂僙儞僞乕僪儕儖巊梡丅 兂0.3mm憡庤偵偼懢偡偓傑偟偨丅
寢壥 丗幚尡偦偺侾傛傝偝傜偵幬傔偱偡丅
丗僙儞僞乕僪儕儖偱偁偗偨寠掙(暯柺丠)兂栺0.8mm偺拞怱偐傜栺0.1mm偢傟偨
丗偲偙傠偐傜偁偄偰偄傑偡丅
丗幨恀傪嶣傠偆偲偟偰僪儕儖傪憓擖拞偵愜傟偰媗傑傝丄嶣塭抐擮丅
丗兂0.3mm寠偁偗幚尡偺宲懕偼丄晽塤偺偲傕偟壩偱偡丅
2006.04.20(栘)
兂0.3mm乣0.8mm偺僪儕儖暱宎偺奼挘僗儕乕僽惢嶌幚尡偦偺侾丅
嵽椏 丗恀偪傘偆丅兂4.1mm丅
僪儕儖 丗兂1.5mm
僠儍僢僋丗僪儕儖僠儍僢僋
夞揮悢 丗850(rpm)
壓寠 丗2兂僙儞僞乕僪儕儖巊梡
寠偺怺偝丗1.5mm
巇忋岤偝丗1mm
2006.04.21(嬥)
奼挘僗儕乕僽惢嶌幚尡偦偺俀丅
嵽椏 丗恀偪傘偆丅兂5mm丅
僪儕儖 丗兂0.3mm
僠儍僢僋丗僺儞僶僀僗傪巊梡丅
夞揮悢 丗2520(rpm)丅慁斦偺嶰捾僠儍僢僋偑壏偐偔側傝傑偟偨丅
壓寠 丗2兂僙儞僞乕僪儕儖巊梡丅 兂0.3mm憡庤偵偼懢偡偓傑偟偨丅
寢壥 丗幚尡偦偺侾傛傝偝傜偵幬傔偱偡丅
丗僙儞僞乕僪儕儖偱偁偗偨寠掙(暯柺丠)兂栺0.8mm偺拞怱偐傜栺0.1mm偢傟偨
丗偲偙傠偐傜偁偄偰偄傑偡丅
丗幨恀傪嶣傠偆偲偟偰僪儕儖傪憓擖拞偵愜傟偰媗傑傝丄嶣塭抐擮丅
丗兂0.3mm寠偁偗幚尡偺宲懕偼丄晽塤偺偲傕偟壩偱偡丅
2006.04.20(栘)
兂0.3mm乣0.8mm偺僪儕儖暱宎偺奼挘僗儕乕僽惢嶌幚尡偦偺侾丅
 兂5mm偺恀偪傘偆偵僪儕儖兂0.3mm偱慁斦壛岺丅 怺偝4.5mm丅
彮偟幬傔偱丄僈僞偑偁傝傑偡丅
斀徣揰丗
1) 僪儕儖僠儍僢僋偵巻傪嫴傫偱僪儕儖傪庢傝晅偗偨偙偲丅
師偼僺儞僶僀僗
兂5mm偺恀偪傘偆偵僪儕儖兂0.3mm偱慁斦壛岺丅 怺偝4.5mm丅
彮偟幬傔偱丄僈僞偑偁傝傑偡丅
斀徣揰丗
1) 僪儕儖僠儍僢僋偵巻傪嫴傫偱僪儕儖傪庢傝晅偗偨偙偲丅
師偼僺儞僶僀僗
 傪巊偭偰傒傑偡丅
僉乕儗僗僠儍僢僋側傜偝傜偵夵慞偱偒偦偆偱偡丅
2) 搑拞偱堷偭崬傫偱偟傑偭偨僪儕儖傪晅偗側捈偟偨偙偲丅
1)偲摨偠夵慞丅
3) 僙儞僞乕僪儕儖偱壓寠傪偁偗側偐偭偨偙偲丅
彮偟偺庤娫傪徣偄偰偟傑偄傑偟偨丅
4) 僪儕儖偺弌偟擖傟偑懡偡偓偨偙偲丅
僪儕儖愜傟傪婥偵偟偡偓傑偟偨丅
栚昗丗怺偝10mm丅偡傝妱傝壛岺(柍棟側傜愙拝)丅
2006.04.19(悈)
斀揮梡偺僠僃僢僋儃僢僋僗偲丄婎斅暆愝掕僥僉僗僩儃僢僋僗傪捛壛偟傑偟偨丅
傪巊偭偰傒傑偡丅
僉乕儗僗僠儍僢僋側傜偝傜偵夵慞偱偒偦偆偱偡丅
2) 搑拞偱堷偭崬傫偱偟傑偭偨僪儕儖傪晅偗側捈偟偨偙偲丅
1)偲摨偠夵慞丅
3) 僙儞僞乕僪儕儖偱壓寠傪偁偗側偐偭偨偙偲丅
彮偟偺庤娫傪徣偄偰偟傑偄傑偟偨丅
4) 僪儕儖偺弌偟擖傟偑懡偡偓偨偙偲丅
僪儕儖愜傟傪婥偵偟偡偓傑偟偨丅
栚昗丗怺偝10mm丅偡傝妱傝壛岺(柍棟側傜愙拝)丅
2006.04.19(悈)
斀揮梡偺僠僃僢僋儃僢僋僗偲丄婎斅暆愝掕僥僉僗僩儃僢僋僗傪捛壛偟傑偟偨丅
 嵍偼Mt柺偐傜尒偨僣乕儖僷僗偱丄塃偼斀揮偟偨僣乕儖僷僗偱偡丅
椉柺愗嶍偱偼丄斀揮僆僼偱Mt柺偺僷僞乕儞愗嶍僨乕僞傪惗惉偟丄斀揮僆儞偲婎斅暆愝
掕偱丄棤柺偺僷僞乕儞愗嶍僨乕僞傪惗惉偟傑偡丅
奺柺偲傕X尨揰偵愝偗偨僈僀僪偵丄婎斅偺嵍抂傪撍偒摉偰偰愗嶍傪峴偄傑偡丅
mill-outlines.ulp偱傕儈儔乕弌椡偑壜擻偱偡丅 儈儔乕僠僃僢僋愝掕偲懠偺偄偮偐偺
愝掕傪峴偄傑偡丅 傑偨X曽岦偺嵗昗偑晧偺抣偱偁傞堊丄儚乕僋僥乕僽儖偺塃僒僀僪偵
尨揰傪愝掕偡傞昁梫偑偁傝傑偡丅
椉柺愗嶍偱偼Y幉傪拞怱偵棤曉偡堊丄X曽岦偺堏摦斖埻偑晄懌偡傞応崌偼丄Mt柺偲棤柺
偱尨揰埵抲傪曄偊傞昁梫偑偁傝傑偡丅
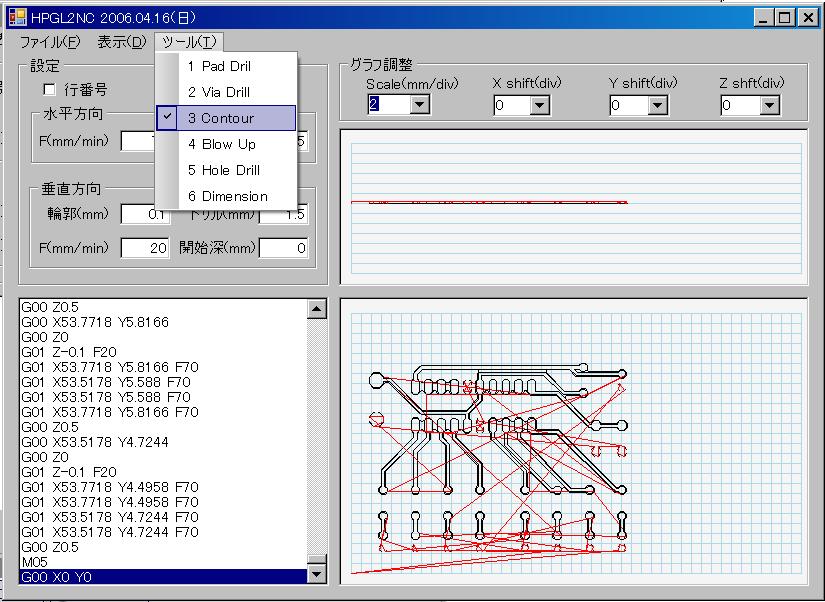
2006.04.16(擔)
僣乕儖儊僯儏乕偱乽3 Contour乿傪慖戰偟偨帪偺僣乕儖僷僗偱偡丅
嵍偼Mt柺偐傜尒偨僣乕儖僷僗偱丄塃偼斀揮偟偨僣乕儖僷僗偱偡丅
椉柺愗嶍偱偼丄斀揮僆僼偱Mt柺偺僷僞乕儞愗嶍僨乕僞傪惗惉偟丄斀揮僆儞偲婎斅暆愝
掕偱丄棤柺偺僷僞乕儞愗嶍僨乕僞傪惗惉偟傑偡丅
奺柺偲傕X尨揰偵愝偗偨僈僀僪偵丄婎斅偺嵍抂傪撍偒摉偰偰愗嶍傪峴偄傑偡丅
mill-outlines.ulp偱傕儈儔乕弌椡偑壜擻偱偡丅 儈儔乕僠僃僢僋愝掕偲懠偺偄偮偐偺
愝掕傪峴偄傑偡丅 傑偨X曽岦偺嵗昗偑晧偺抣偱偁傞堊丄儚乕僋僥乕僽儖偺塃僒僀僪偵
尨揰傪愝掕偡傞昁梫偑偁傝傑偡丅
椉柺愗嶍偱偼Y幉傪拞怱偵棤曉偡堊丄X曽岦偺堏摦斖埻偑晄懌偡傞応崌偼丄Mt柺偲棤柺
偱尨揰埵抲傪曄偊傞昁梫偑偁傝傑偡丅
2006.04.16(擔)
僣乕儖儊僯儏乕偱乽3 Contour乿傪慖戰偟偨帪偺僣乕儖僷僗偱偡丅
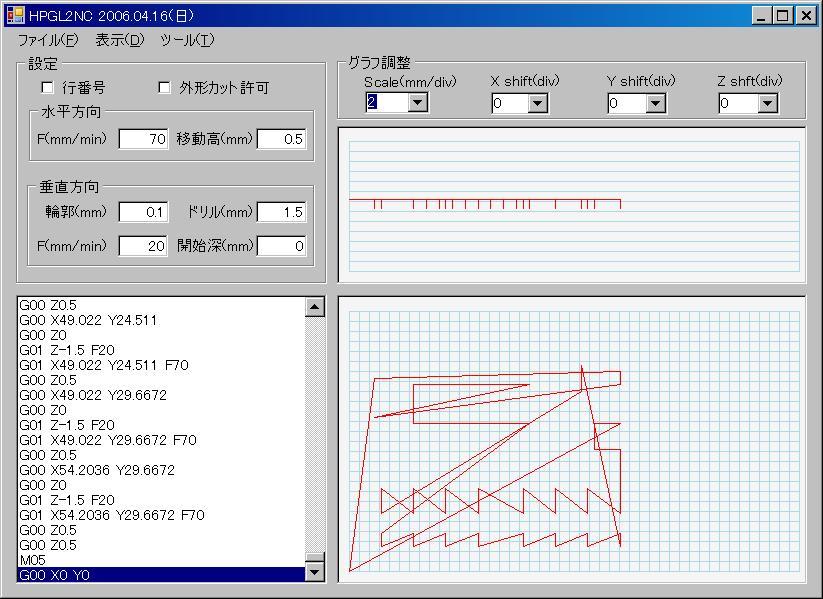
 僣乕儖儊僯儏乕偱乽1 Pad Drill乿傪慖戰偟偨帪偺僣乕儖僷僗偱偡丅
僣乕儖儊僯儏乕偱乽1 Pad Drill乿傪慖戰偟偨帪偺僣乕儖僷僗偱偡丅
 2006.04.14(嬥)
HPGL傪NC偵曄姺偡傞App傪DXF2NC App偲偼暿偵惢嶌偡傞偙偲偵偟傑偟偨丅
僷僞乕儞愗嶍偺懠偵丄Pad丄VIA丄Hole側偳偺僪儕儖僨乕僞傪僂傿儞僪僷僱儖忋偱庢傝
埖偊傞傛偆偵偡傞帠偑庡側栚揑偱偡丅
DXF2NC App僾儘僕僃僋僩傪僐僺乕偟丄僾儘僕僃僋僩柤傪曄峏偟價儖僪丄摦嶌妋擣傪峴
偄傑偟偨丅
崱屻丄HPGL2NC App偲偟偰僷僱儖僨僓僀儞傗僾儘僌儔儉偺曇廤愝寁傪峴偄傑偡丅
mill-outlines.ulp偑昞帵偡傞忦審愝掕僂傿儞僪偱怓乆側愝掕傪帋偟偰傒傑偟偨丅
EAGLE杮懱偺DRC(Designe Rules Check)偺掕媊偲偺娭楢偱丄忦審偵傛偭偰偼愗嶍儖乕
僩偑惗惉偝傟側偄帠偑偁傝傑偡丅
outlines.ulp傕帋偟偰傒傑偟偨丅
2006.04.14(嬥)
HPGL傪NC偵曄姺偡傞App傪DXF2NC App偲偼暿偵惢嶌偡傞偙偲偵偟傑偟偨丅
僷僞乕儞愗嶍偺懠偵丄Pad丄VIA丄Hole側偳偺僪儕儖僨乕僞傪僂傿儞僪僷僱儖忋偱庢傝
埖偊傞傛偆偵偡傞帠偑庡側栚揑偱偡丅
DXF2NC App僾儘僕僃僋僩傪僐僺乕偟丄僾儘僕僃僋僩柤傪曄峏偟價儖僪丄摦嶌妋擣傪峴
偄傑偟偨丅
崱屻丄HPGL2NC App偲偟偰僷僱儖僨僓僀儞傗僾儘僌儔儉偺曇廤愝寁傪峴偄傑偡丅
mill-outlines.ulp偑昞帵偡傞忦審愝掕僂傿儞僪偱怓乆側愝掕傪帋偟偰傒傑偟偨丅
EAGLE杮懱偺DRC(Designe Rules Check)偺掕媊偲偺娭楢偱丄忦審偵傛偭偰偼愗嶍儖乕
僩偑惗惉偝傟側偄帠偑偁傝傑偡丅
outlines.ulp傕帋偟偰傒傑偟偨丅
 愝掕偑娙扨偱偡丅
弌椡僨乕僞偺PA柦椷偑僞乕儈僱乕僞(";")偱嬫愗傜傟偢偵楢懕偟偰惗惉偝傟傞堊丄
outlines.ulp偺堦売強傪曇廤偟偰outlines_1.ulp傪嶌惉丅 PA柦椷偛偲偵僞乕儈僱乕
僞傪憓擖偟僣乕儖僷僗傪昤偒傑偟偨丅 掞峈偲LED偺儔儞僪偱偡丅
愝掕偑娙扨偱偡丅
弌椡僨乕僞偺PA柦椷偑僞乕儈僱乕僞(";")偱嬫愗傜傟偢偵楢懕偟偰惗惉偝傟傞堊丄
outlines.ulp偺堦売強傪曇廤偟偰outlines_1.ulp傪嶌惉丅 PA柦椷偛偲偵僞乕儈僱乕
僞傪憓擖偟僣乕儖僷僗傪昤偒傑偟偨丅 掞峈偲LED偺儔儞僪偱偡丅
 儔儞僪撪傪幬傔偵墶愗傞愗嶍儖乕僩偑偁傝傑偡丅尨場偼枹専摙偱偡丅
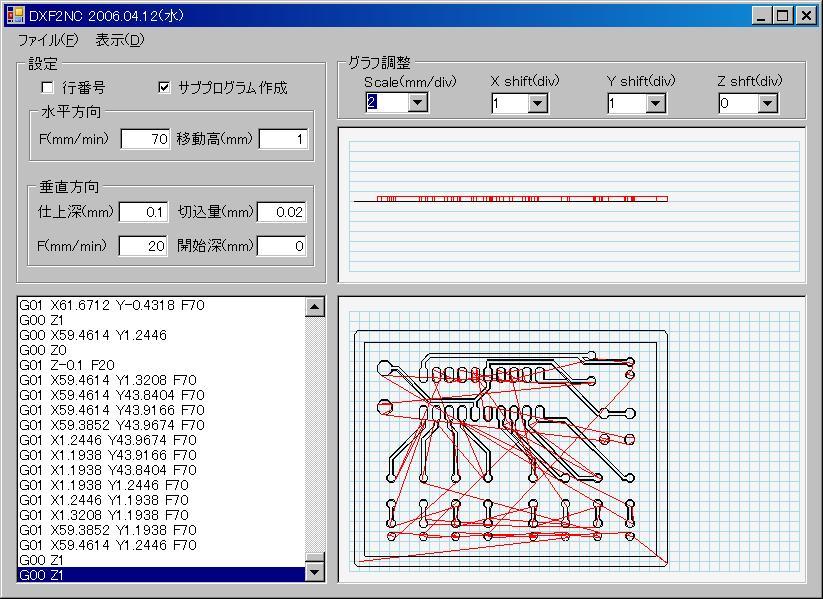
2006.04.12(悈)
HPGL仺NC曄姺偱PA丄PU丄PD丄SP専弌丅僀儞僠/mm曄姺丅NC僐乕僪惗惉傪捛壛偟傑偟偨丅
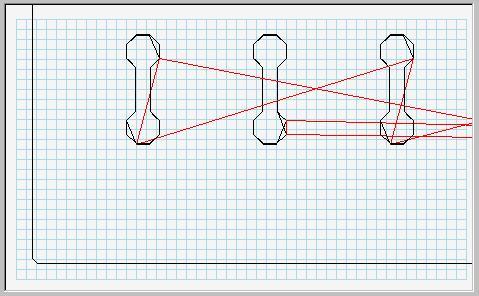
儁儞庬偑乽3乿偺帪偩偗HPGL傪NC偵曄姺偟丄僣乕儖僷僗傪昤偒傑偟偨丅
儔儞僪撪傪幬傔偵墶愗傞愗嶍儖乕僩偑偁傝傑偡丅尨場偼枹専摙偱偡丅
2006.04.12(悈)
HPGL仺NC曄姺偱PA丄PU丄PD丄SP専弌丅僀儞僠/mm曄姺丅NC僐乕僪惗惉傪捛壛偟傑偟偨丅
儁儞庬偑乽3乿偺帪偩偗HPGL傪NC偵曄姺偟丄僣乕儖僷僗傪昤偒傑偟偨丅
 HPGL僐乕僪
NC僐乕僪
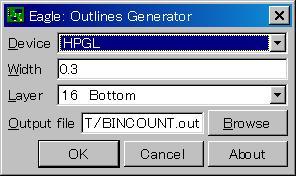
mill-outlines.ulp偑昞帵偡傞忦審愝掕僂傿儞僪偺 仩Mirror 僠僃僢僋儃僢僋僗偱愗
嶍梡偺棤曉偟僨乕僞弌椡丄偦偺懠偵傕愗嶍偵昁梫側忦審愝掕偑偱偒傞傛偆偱偡丅
HPGL僐乕僪
NC僐乕僪
mill-outlines.ulp偑昞帵偡傞忦審愝掕僂傿儞僪偺 仩Mirror 僠僃僢僋儃僢僋僗偱愗
嶍梡偺棤曉偟僨乕僞弌椡丄偦偺懠偵傕愗嶍偵昁梫側忦審愝掕偑偱偒傞傛偆偱偡丅
 2006.04.11(壩)
EAGLE偱mill-outlines.ulp傪巊梡偟偰弌椡偟偨HPGL僐乕僪僼傽僀儖偺NC僐乕僪曄姺傪
DXF2NC App偵捛壛偡傞偙偲偵偟傑偟偨丅
2006.04.11(壩)
EAGLE偱mill-outlines.ulp傪巊梡偟偰弌椡偟偨HPGL僐乕僪僼傽僀儖偺NC僐乕僪曄姺傪
DXF2NC App偵捛壛偡傞偙偲偵偟傑偟偨丅
 HPGL僐乕僪偺侾峴拞偺";"(僞乕儈僱乕僞)偱嬫愗傜傟偨暋悢偺柦椷傪丄暘妱偟偰柦椷
偛偲偵暥帤攝楍偵奿擺偟偨寢壥傪昞帵偟傑偟偨丅
侾峴拞偺暋悢偺柦椷傪侾柦椷偛偲偵暥帤楍攝楍偵奿擺偡傞僾儘僌儔儉偱偡丅
for (src_end = 0; (str = file_text.ReadLine()) != null;)
{
// 戝暥帤偵曄姺
str = str.ToUpper();
string tmp;
int n;
while (str.IndexOf(";") >= 0)
{
// 僞乕儈僱乕僞乕偑偁傟偽
n = str.IndexOf(";");
// 暥帤楍偺愭摢偐傜僞乕儈僱乕僞慜傑偱傪庢傝弌偡
tmp = str.Substring(0, n);
// 僗儁乕僗傪庢傝彍偔
tmp = tmp.Trim();
// 暥帤楍攝楍偵奿擺
src_code[src_end++] = tmp;
// 尦偺暥帤楍偐傜庢傝弌偟偨暥帤楍傪彍偔
tmp = str.Substring(n + 1, str.Length - n - 1);
str = tmp;
listBox1.Items.Add(src_code[src_end-1]);
}
}
2006.04.08(搚)
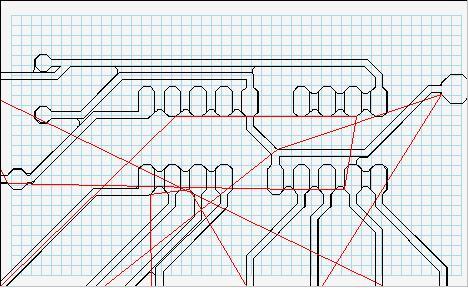
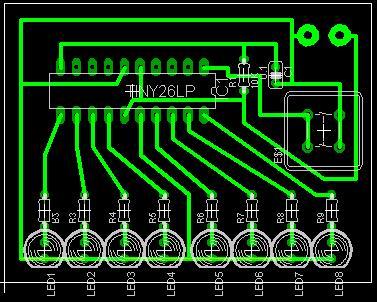
僾儕儞僩婎斅梡CAD偺EAGLE偱帺摦惗惉偟偨僷僞乕儞偱偡丅
HPGL僐乕僪偺侾峴拞偺";"(僞乕儈僱乕僞)偱嬫愗傜傟偨暋悢偺柦椷傪丄暘妱偟偰柦椷
偛偲偵暥帤攝楍偵奿擺偟偨寢壥傪昞帵偟傑偟偨丅
侾峴拞偺暋悢偺柦椷傪侾柦椷偛偲偵暥帤楍攝楍偵奿擺偡傞僾儘僌儔儉偱偡丅
for (src_end = 0; (str = file_text.ReadLine()) != null;)
{
// 戝暥帤偵曄姺
str = str.ToUpper();
string tmp;
int n;
while (str.IndexOf(";") >= 0)
{
// 僞乕儈僱乕僞乕偑偁傟偽
n = str.IndexOf(";");
// 暥帤楍偺愭摢偐傜僞乕儈僱乕僞慜傑偱傪庢傝弌偡
tmp = str.Substring(0, n);
// 僗儁乕僗傪庢傝彍偔
tmp = tmp.Trim();
// 暥帤楍攝楍偵奿擺
src_code[src_end++] = tmp;
// 尦偺暥帤楍偐傜庢傝弌偟偨暥帤楍傪彍偔
tmp = str.Substring(n + 1, str.Length - n - 1);
str = tmp;
listBox1.Items.Add(src_code[src_end-1]);
}
}
2006.04.08(搚)
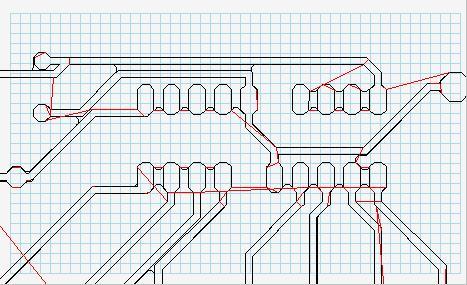
僾儕儞僩婎斅梡CAD偺EAGLE偱帺摦惗惉偟偨僷僞乕儞偱偡丅
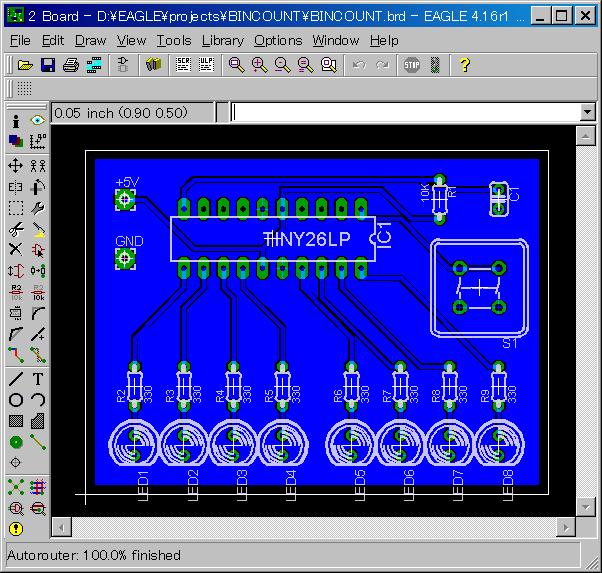 曅柺婎斦丅儀僞丒僌儔儞僪丅廲栺45mm丅墶栺60mm丅
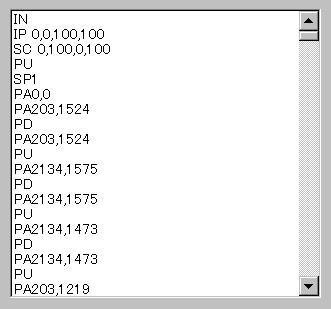
EAGLE偱mill-outlines.ulp傪幚峴偟丄僷僞乕儞愗嶍梡僐乕僪(HPGL)傪弌椡偟傑偟偨丅
師偺僐乕僪偼丄2334峴偁傞僼傽僀儖偺嵟弶偲嵟屻偺晹暘偱偡丅
IN; IP 0,0,100,100;SC 0,100,0,100;
PU;
SP1;
PA0,0;
PA203,1524;PD;
PA203,1524;PU;
PA2134,1575;PD;
拞棯
PA-81,47;PD;
PA-81,-33;
PA-33,-81;
PA33,-81;
PA2354,-81;PU;
PU;
SP0;
棯岅偺堄枴
IN(INitialize) : 僾儘僢僞乕偺弶婜壔
IP(InPut P1 & P2) : 広搙愝掕斖埻偺擖椡
SC(SCale) : 広搙愝掕斖埻偵広搙傪愝掕丅儐乕僓乕椞堟偵愗姺偊
SP(Select Pen) : 儁儞慖戰
PU(Pen Up) : 儁儞傾僢僾
PD(Pen Down) : 儁儞僟僂儞
PA(Plot Absolute) : 愨懳嵗昗堏摦
悢抣偺扨埵
1/1000inch(栺0.025mm)
2006.04.05(悈)
僾儕儞僩婎斅梡CAD偺EAGLE 4.11r2 Light傪 4.16r1 偵僶乕僕儑儞傾僢僾偟偰僀儞僗
僩乕儖偟丄夞楬恾偺嶌惉偐傜嵞僠儍儗儞僕偟偰偄傑偡丅
婡擻偑懡偄暘丄偲偭偮偒擄偄姶偑偁傝傑偟偨偑姷傟偰偔傞偲巊偄傗偡偦偆側CAD偱偡丅
偛偔堦晹偺婡擻偱偡偑丄巊偄曽傪P斅CAD(EAGLE曇)偵彂偄偰偄傑偡丅
2006.04.03(寧)
曅柺婎斦丅儀僞丒僌儔儞僪丅廲栺45mm丅墶栺60mm丅
EAGLE偱mill-outlines.ulp傪幚峴偟丄僷僞乕儞愗嶍梡僐乕僪(HPGL)傪弌椡偟傑偟偨丅
師偺僐乕僪偼丄2334峴偁傞僼傽僀儖偺嵟弶偲嵟屻偺晹暘偱偡丅
IN; IP 0,0,100,100;SC 0,100,0,100;
PU;
SP1;
PA0,0;
PA203,1524;PD;
PA203,1524;PU;
PA2134,1575;PD;
拞棯
PA-81,47;PD;
PA-81,-33;
PA-33,-81;
PA33,-81;
PA2354,-81;PU;
PU;
SP0;
棯岅偺堄枴
IN(INitialize) : 僾儘僢僞乕偺弶婜壔
IP(InPut P1 & P2) : 広搙愝掕斖埻偺擖椡
SC(SCale) : 広搙愝掕斖埻偵広搙傪愝掕丅儐乕僓乕椞堟偵愗姺偊
SP(Select Pen) : 儁儞慖戰
PU(Pen Up) : 儁儞傾僢僾
PD(Pen Down) : 儁儞僟僂儞
PA(Plot Absolute) : 愨懳嵗昗堏摦
悢抣偺扨埵
1/1000inch(栺0.025mm)
2006.04.05(悈)
僾儕儞僩婎斅梡CAD偺EAGLE 4.11r2 Light傪 4.16r1 偵僶乕僕儑儞傾僢僾偟偰僀儞僗
僩乕儖偟丄夞楬恾偺嶌惉偐傜嵞僠儍儗儞僕偟偰偄傑偡丅
婡擻偑懡偄暘丄偲偭偮偒擄偄姶偑偁傝傑偟偨偑姷傟偰偔傞偲巊偄傗偡偦偆側CAD偱偡丅
偛偔堦晹偺婡擻偱偡偑丄巊偄曽傪P斅CAD(EAGLE曇)偵彂偄偰偄傑偡丅
2006.04.03(寧)
 僾儕儞僩婎斅梡CAD(EAGLE 4.11 r2 Light)傪曌嫮拞偱偡丅
憖嶌儈僗偱傾儔乕儉偑惙傫偵柭傞側偐丄傛偆傗偔僷僞乕儞傪堷偒傑偟偨丅
AVR儅僀僐儞傪巊偭偨僶僀僫儕乕僇僂儞僞乕夞楬婎斅偱偡丅
HPGL僐乕僪偱僼傽僀儖傊弌椡偟偨偲偙傠丄儁儞庬偺慖戰丄儁儞偺傾僢僾/僟僂儞丄捈
丂慄僐儅儞僪側偳偱峔惉偝傟偰偄傑偟偨丅
HPGL偐傜NC傊偺僐乕僪曄姺僾儘僌儔儉偺嶌惉傪専摙拞偱偡丅
2006.03.30(栘)
IC僷僢働乕僕PQFP偺敿揷儔儞僪傪僥僗僩愗嶍偟傑偟偨丅嵽幙偼傾儖儈崌嬥丅
宍忬 僺僢僠 儔儞僪暆 怺偝 愗嶍桘 僶儕
------+--------+----------+------+--------+------
PQFP 0.8mm 0.45mm 50兪 5-56 嬌彮
僄儞僪儈儖
宍忬 妏搙 愭抂兂
-------+--------+------------
1枃恘 30搙 0.3mm
僾儕儞僩婎斅梡CAD(EAGLE 4.11 r2 Light)傪曌嫮拞偱偡丅
憖嶌儈僗偱傾儔乕儉偑惙傫偵柭傞側偐丄傛偆傗偔僷僞乕儞傪堷偒傑偟偨丅
AVR儅僀僐儞傪巊偭偨僶僀僫儕乕僇僂儞僞乕夞楬婎斅偱偡丅
HPGL僐乕僪偱僼傽僀儖傊弌椡偟偨偲偙傠丄儁儞庬偺慖戰丄儁儞偺傾僢僾/僟僂儞丄捈
丂慄僐儅儞僪側偳偱峔惉偝傟偰偄傑偟偨丅
HPGL偐傜NC傊偺僐乕僪曄姺僾儘僌儔儉偺嶌惉傪専摙拞偱偡丅
2006.03.30(栘)
IC僷僢働乕僕PQFP偺敿揷儔儞僪傪僥僗僩愗嶍偟傑偟偨丅嵽幙偼傾儖儈崌嬥丅
宍忬 僺僢僠 儔儞僪暆 怺偝 愗嶍桘 僶儕
------+--------+----------+------+--------+------
PQFP 0.8mm 0.45mm 50兪 5-56 嬌彮
僄儞僪儈儖
宍忬 妏搙 愭抂兂
-------+--------+------------
1枃恘 30搙 0.3mm
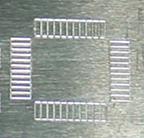
 愗嶍桘傪偨偭傉傝拲偄偩堊偐丄儔儞僪偺僄僢僕偺捈慄偵墯撌偑傎偲傫偳柍偔丄峚偺掙
偼僫僔抧偺傛偆側巇忋偑傝偱偡丅
儔儞僪偺1屄栚偲44屄栚偺怺偝偼丄儖乕儁偱尒偨尷傝偱偼摨偠偱丄尒偰偄傞偲敿揷晅
偗傪偟偨偔側傝傑偡丅
悈暯愗嶍憲傝懍搙丗 70mm/min丅
悅捈愗嶍憲傝懍搙丗 20mm/min丅
僗僺儞僪儖夞揮 丗 5600rpm丅
2006.03.29(悈)
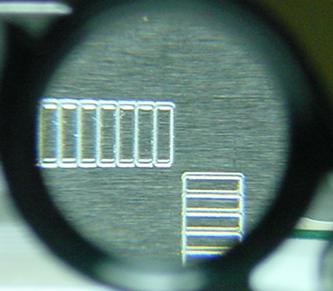
僾儕儞僩婎斅僷僞乕儞愗嶍僥僗僩傪傾儖儈崌嬥斅偱峴偄傑偟偨丅
愗嶍桘傪偨偭傉傝拲偄偩堊偐丄儔儞僪偺僄僢僕偺捈慄偵墯撌偑傎偲傫偳柍偔丄峚偺掙
偼僫僔抧偺傛偆側巇忋偑傝偱偡丅
儔儞僪偺1屄栚偲44屄栚偺怺偝偼丄儖乕儁偱尒偨尷傝偱偼摨偠偱丄尒偰偄傞偲敿揷晅
偗傪偟偨偔側傝傑偡丅
悈暯愗嶍憲傝懍搙丗 70mm/min丅
悅捈愗嶍憲傝懍搙丗 20mm/min丅
僗僺儞僪儖夞揮 丗 5600rpm丅
2006.03.29(悈)
僾儕儞僩婎斅僷僞乕儞愗嶍僥僗僩傪傾儖儈崌嬥斅偱峴偄傑偟偨丅
 No. 宍忬 僺僢僠 怺偝 恘暔 愗嶍桘 僶儕 旛峫
----+------+---------+------+------+--------+------+-------------------------
1) DIP 2.54mm 50兪 6 悈惈 懡 僺儞娫1杮壜丅
2) DIP 2.54mm 50兪 5 悈惈 彮 僺儞娫2杮傕弌棃偦偆丅
3) QFP 0.6mm 70兪 5 5-56 彮 僺儞娫拞墰偵搚庤偑巆傞
4) QFP 0.6mm 50兪 5 柍偟 懡彮 乂
恘暔(僄儞僪儈儖)
No. 宍忬 妏搙 愭抂兂
---+--------+--------+---------------
5) 嶱恘 (45搙) 6)偺1/2埲壓
6) 1枃恘 30搙 0.3mm
悈暯愗嶍憲傝懍搙丗 70mm/min丅
悅捈愗嶍憲傝懍搙丗 20mm/min丅
僗僺儞僪儖夞揮 丗 5600rpm丅
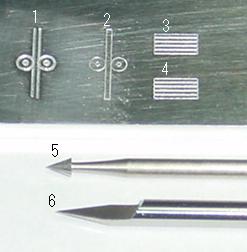
2006.03.28(壩)
No. 宍忬 僺僢僠 怺偝 恘暔 愗嶍桘 僶儕 旛峫
----+------+---------+------+------+--------+------+-------------------------
1) DIP 2.54mm 50兪 6 悈惈 懡 僺儞娫1杮壜丅
2) DIP 2.54mm 50兪 5 悈惈 彮 僺儞娫2杮傕弌棃偦偆丅
3) QFP 0.6mm 70兪 5 5-56 彮 僺儞娫拞墰偵搚庤偑巆傞
4) QFP 0.6mm 50兪 5 柍偟 懡彮 乂
恘暔(僄儞僪儈儖)
No. 宍忬 妏搙 愭抂兂
---+--------+--------+---------------
5) 嶱恘 (45搙) 6)偺1/2埲壓
6) 1枃恘 30搙 0.3mm
悈暯愗嶍憲傝懍搙丗 70mm/min丅
悅捈愗嶍憲傝懍搙丗 20mm/min丅
僗僺儞僪儖夞揮 丗 5600rpm丅
2006.03.28(壩)
 僺儞娫侾杮偺僥僗僩僷僞乕儞偺僣乕儖僷僗偱偡丅
敿揷儔儞僪兂1.6mm丅 晹昳寠兂0.8mm丅 晹昳寠僺僢僠2.54mm丅僷僞乕儞娫妘0.3mm丅
僺儞娫偺僷僞乕儞暆0.34mm丅 愗崬検50兪m丅 僄儞僪儈儖愭抂兂0.3mm丅
2006.03.27(寧)
CNC App偱丄憲傝僱僕僺僢僠偺愝掕梡曄悢傪int宆偐傜double宆偵曄峏偟丄1兪m偺彫悢
揰埲壓偺愝掕偑弌棃傞傛偆偵偟傑偟偨丅 堏摦検偺惛搙岦忋偑栚揑偱偡丅
僺儞娫侾杮偺僥僗僩僷僞乕儞偺僣乕儖僷僗偱偡丅
敿揷儔儞僪兂1.6mm丅 晹昳寠兂0.8mm丅 晹昳寠僺僢僠2.54mm丅僷僞乕儞娫妘0.3mm丅
僺儞娫偺僷僞乕儞暆0.34mm丅 愗崬検50兪m丅 僄儞僪儈儖愭抂兂0.3mm丅
2006.03.27(寧)
CNC App偱丄憲傝僱僕僺僢僠偺愝掕梡曄悢傪int宆偐傜double宆偵曄峏偟丄1兪m偺彫悢
揰埲壓偺愝掕偑弌棃傞傛偆偵偟傑偟偨丅 堏摦検偺惛搙岦忋偑栚揑偱偡丅
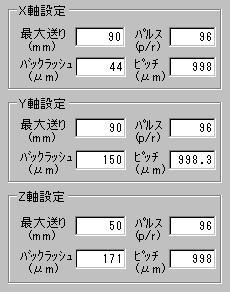 儀傾儕儞僌儂儖僟乕屌掕偺塭嬁妋擣傕寭偹偰丄X丄Y偺堏摦検傪應掕偟傑偟偨丅
X幉曽岦堏摦検丅憲傝偹偠僺僢僠998兪m丅BL44兪m丅
NC僐乕僪 | 暯嬒 | 應掕抣
-------------+-------+-------+-------+-------+-------+--------
G01 X10 F50 | 10.00 | 0.00 9.99 9.99 10.00 10.00
G01 X50 F50 | 50.00 | 49.99 50.00 50.00 50.00 50.00
G01 X0 F50 | 0.00 | -0.01 0.00 0.00 0.00 0.00
Y幉曽岦堏摦検應掕丅憲傝偹偠僺僢僠998.3兪m丅BL150兪m丅
NC僐乕僪 | 暯嬒 | 應掕抣
-------------+-------+-------+-------+-------+-------+--------
G01 Y10 F50 | 10.00 | 10.00 10.00 10.00 10.00 10.01
G01 Y30 F50 | 30.00 | 30.00 30.00 30.00 30.00 30.00
G01 Y0 F50 | 0.00 | 0.00 0.00 0.00 0.00 0.00
(扨埵丗兪m)
2006.03.26(擔)
儀傾儕儞僌儂儖僟乕屌掕偺塭嬁妋擣傕寭偹偰丄X丄Y偺堏摦検傪應掕偟傑偟偨丅
X幉曽岦堏摦検丅憲傝偹偠僺僢僠998兪m丅BL44兪m丅
NC僐乕僪 | 暯嬒 | 應掕抣
-------------+-------+-------+-------+-------+-------+--------
G01 X10 F50 | 10.00 | 0.00 9.99 9.99 10.00 10.00
G01 X50 F50 | 50.00 | 49.99 50.00 50.00 50.00 50.00
G01 X0 F50 | 0.00 | -0.01 0.00 0.00 0.00 0.00
Y幉曽岦堏摦検應掕丅憲傝偹偠僺僢僠998.3兪m丅BL150兪m丅
NC僐乕僪 | 暯嬒 | 應掕抣
-------------+-------+-------+-------+-------+-------+--------
G01 Y10 F50 | 10.00 | 10.00 10.00 10.00 10.00 10.01
G01 Y30 F50 | 30.00 | 30.00 30.00 30.00 30.00 30.00
G01 Y0 F50 | 0.00 | 0.00 0.00 0.00 0.00 0.00
(扨埵丗兪m)
2006.03.26(擔)

 X幉偲Y幉偺儀傾儕儞僌儂儖僟乕傪屌掕偟丄僶僢僋儔僢僔儏傪應掕偟傑偟偨丅
| | | | 憲傝懍搙 | 慜夞
幉 | 暯嬒 | 應掕抣 | 曗惓検 | (mm/min) | 暯嬒
-----+------+------+------+------+------+------+--------+----------+--------
X | -2.2 | -2 | -3 | -1 | -2 | -3 | 24 | 50 | -0.4
Y | -0.8 | 0 | 0 | -1 | -1 | -2 | 100 | 50 | 1.2
(扨埵丗兪m)
2006.03.25(搚)
X幉偲Y幉偺儀傾儕儞僌儂儖僟乕傪屌掕偟丄僶僢僋儔僢僔儏傪應掕偟傑偟偨丅
| | | | 憲傝懍搙 | 慜夞
幉 | 暯嬒 | 應掕抣 | 曗惓検 | (mm/min) | 暯嬒
-----+------+------+------+------+------+------+--------+----------+--------
X | -2.2 | -2 | -3 | -1 | -2 | -3 | 24 | 50 | -0.4
Y | -0.8 | 0 | 0 | -1 | -1 | -2 | 100 | 50 | 1.2
(扨埵丗兪m)
2006.03.25(搚)
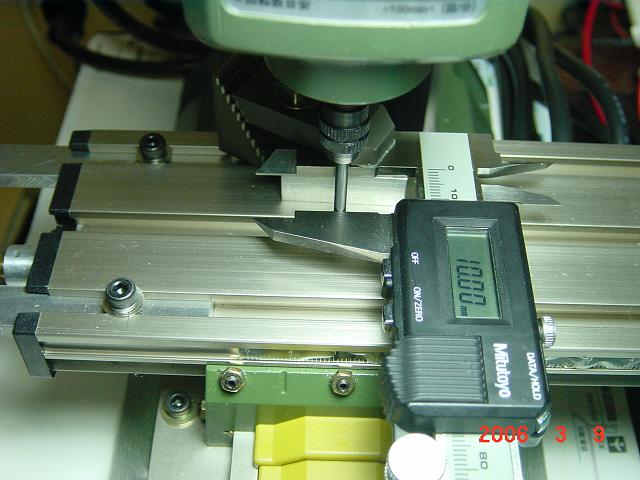
 嵍偼僫僢僩梡僪儔僀僶乕偱丄擏岤傪敄偔偟夁偓偰愭抂偵婽楐偑擖偭偰偟傑偄傑偟偨丅
拞偼廬棃巊梡偟偰偄偨僗僷僫偱丄僫僢僩偐傜奜傟傗偡偔丄僫僢僩偺妏傪偐偠偭偰偟傑
偄傑偡丅
塃偼嶐擔僴儞僘偱億僀儞僩亄兛偱峸擖偟偨僗僷僫偱丄暯柺偺巇忋傝偑椙偔丄妏偑偟偭
偐傝偟偰偄傑偡丅
墯懁偺挿偝偲暆傪3mm傎偳儎僗儕偱嶍傝丄夞揮帪偵Y幉偺婎斦(傾儕峚撌晅)偵摉傝擄偔
偟傑偟偨丅
仜懁偼Y幉偺儘僢僋僫僢僩偲儀乕僗偲偺寗娫偑嫹偔丄僫僢僩梡僪儔僀僶乕偲摨條偵
偦偺傑傑偱偼巊梡偱偒傑偣傫丅 X幉偺儘僢僋僫僢僩偵偼巊梡壜擻偱偡丅
嵍偼僫僢僩梡僪儔僀僶乕偱丄擏岤傪敄偔偟夁偓偰愭抂偵婽楐偑擖偭偰偟傑偄傑偟偨丅
拞偼廬棃巊梡偟偰偄偨僗僷僫偱丄僫僢僩偐傜奜傟傗偡偔丄僫僢僩偺妏傪偐偠偭偰偟傑
偄傑偡丅
塃偼嶐擔僴儞僘偱億僀儞僩亄兛偱峸擖偟偨僗僷僫偱丄暯柺偺巇忋傝偑椙偔丄妏偑偟偭
偐傝偟偰偄傑偡丅
墯懁偺挿偝偲暆傪3mm傎偳儎僗儕偱嶍傝丄夞揮帪偵Y幉偺婎斦(傾儕峚撌晅)偵摉傝擄偔
偟傑偟偨丅
仜懁偼Y幉偺儘僢僋僫僢僩偲儀乕僗偲偺寗娫偑嫹偔丄僫僢僩梡僪儔僀僶乕偲摨條偵
偦偺傑傑偱偼巊梡偱偒傑偣傫丅 X幉偺儘僢僋僫僢僩偵偼巊梡壜擻偱偡丅
 Y幉偺僕僽挷惍僱僕偺僫僢僩偵憰拝偟傑偟偨丅
2006.03.24(嬥)
Y幉偺僕僽挷惍僱僕偺僫僢僩偵憰拝偟傑偟偨丅
2006.03.24(嬥)
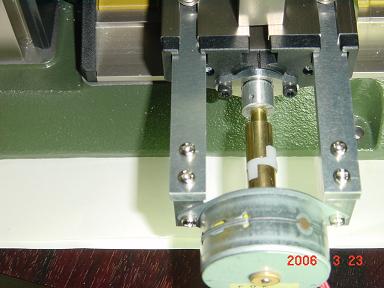
 5夞偔傜偄巊梡偟偨偲偙傠偱丄僪儔僀僶乕偑嬻夞傝傪偡傞傛偆偵側傝傑偟偨丅
榋妏儗儞僠傪弌偟擖傟偡傞堊偺憢偐傜愭抂偵岦偐偭偰婽楐偑擖偭偨帠偑尨場偱偡丅
崱擔丄僗僷僫傪峸擖偟丄Y幉僔僽偺僫僢僩夞偟梡偵夵憿偟偰偄傑偡丅
2006.03.23(栘)
5夞偔傜偄巊梡偟偨偲偙傠偱丄僪儔僀僶乕偑嬻夞傝傪偡傞傛偆偵側傝傑偟偨丅
榋妏儗儞僠傪弌偟擖傟偡傞堊偺憢偐傜愭抂偵岦偐偭偰婽楐偑擖偭偨帠偑尨場偱偡丅
崱擔丄僗僷僫傪峸擖偟丄Y幉僔僽偺僫僢僩夞偟梡偵夵憿偟偰偄傑偡丅
2006.03.23(栘)
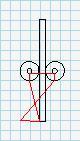
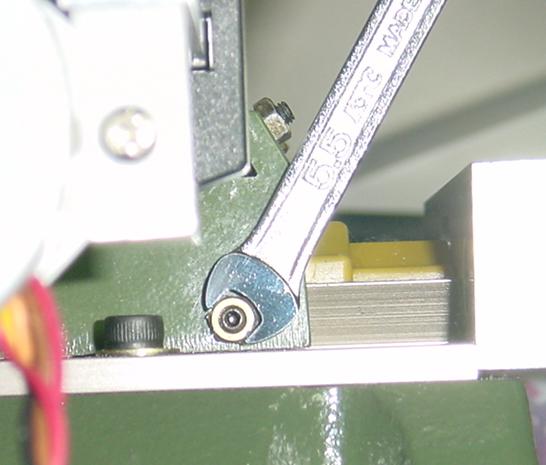
 僾儔僗僠僢僋惉宍偺X幉庴斅偺搚庤傪嶍傝丄棤偺揝惢曗嫮斅偵僞僢僾傪偨偰丄儀傾儕
儞僌儂儖僟乕傪屌掕偟傑偟偨丅
僾儔僗僠僢僋惉宍偺X幉庴斅偺搚庤傪嶍傝丄棤偺揝惢曗嫮斅偵僞僢僾傪偨偰丄儀傾儕
儞僌儂儖僟乕傪屌掕偟傑偟偨丅
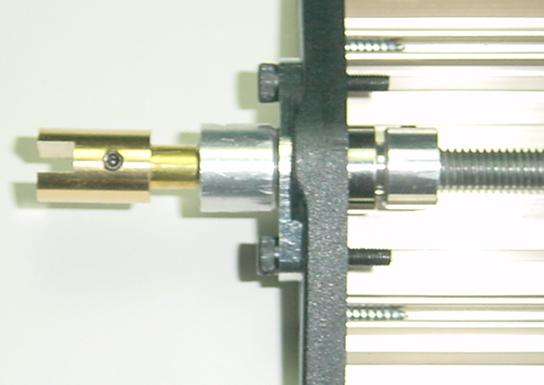 僥乕僽儖丄幉庴斅丄X憲傝僱僕傪慻傒棫偰傑偟偨丅
嵍偐傜僕儑僀儞僩丄僗僩僢僷乕丄儀傾儕儞僌(儂儖僟乕晅)丄幉庴斅丄儀傾儕儞僌丄
僗僩僢僷乕丄偦偟偰憲傝僱僕偺弴偱偡丅
憲傝偹偠偲僫僢僩偺庽帀梡僌儕僗傪怈偒庢傝丄怴偨偵庽帀梡僌儕僗傪揾晍偟傑偟偨丅
僥乕僽儖丄幉庴斅丄X憲傝僱僕傪慻傒棫偰傑偟偨丅
嵍偐傜僕儑僀儞僩丄僗僩僢僷乕丄儀傾儕儞僌(儂儖僟乕晅)丄幉庴斅丄儀傾儕儞僌丄
僗僩僢僷乕丄偦偟偰憲傝僱僕偺弴偱偡丅
憲傝偹偠偲僫僢僩偺庽帀梡僌儕僗傪怈偒庢傝丄怴偨偵庽帀梡僌儕僗傪揾晍偟傑偟偨丅
 僥乕僽儖傪杮懱偵庢傝晅偗傑偟偨丅
2006.03.21(壩)
僥乕僽儖傪杮懱偵庢傝晅偗傑偟偨丅
2006.03.21(壩)
 儀傾儕儞僌儂儖僟乕2屄栚傪惢嶌偟傑偟偨丅 X幉梡偵巊梡偟傑偡丅
儀傾儕儞僌偺浧崌偑丄慜夞(2006.02.25)傛傝傕偒偮栚偵巇忋偑傝傑偟偨丅
崁栚 | 忦審
----------+-------------------------------------------------------------
憲傝懍搙 | X丄Y丗70mm/min丅 Z丗20mm丅
愗崬検 | 捠忢丗0.2mm丅 愗傝敳偒丗0.1mm丅
岺嬶夞揮 | 栺4500rpm丅
僄儞僪儈儖| 兂2mm丅
愗嶍桘 | 悈梟惈愗嶍桘丅
嵽幙 | 傾儖儈崌嬥丅
僽儕僢僕 | 儂儖僟乕寠偲奜廃偺偦傟偧傟偱忋壓嵍塃4売強丅暆2mm丅岤傒0.4mm丅
1) 嵽椏傪傾儖儈偐傜傾儖儈崌嬥偵曄峏丅
2) 僽儕僢僕偺岤傒傪0.2mm偐傜0.4mm偵曄峏丅
3) 僽儕僢僕巆偟偺愗崬検傪0.2mm偐傜0.1mm偵曄峏丅
側偳偱丄慜夞敪惗偟偨僽儕僢僕晹暘偺曄宍偼偁傝傑偣傫偱偟偨丅
2006.03.20(寧)
儀傾儕儞僌儂儖僟乕2屄栚傪惢嶌偟傑偟偨丅 X幉梡偵巊梡偟傑偡丅
儀傾儕儞僌偺浧崌偑丄慜夞(2006.02.25)傛傝傕偒偮栚偵巇忋偑傝傑偟偨丅
崁栚 | 忦審
----------+-------------------------------------------------------------
憲傝懍搙 | X丄Y丗70mm/min丅 Z丗20mm丅
愗崬検 | 捠忢丗0.2mm丅 愗傝敳偒丗0.1mm丅
岺嬶夞揮 | 栺4500rpm丅
僄儞僪儈儖| 兂2mm丅
愗嶍桘 | 悈梟惈愗嶍桘丅
嵽幙 | 傾儖儈崌嬥丅
僽儕僢僕 | 儂儖僟乕寠偲奜廃偺偦傟偧傟偱忋壓嵍塃4売強丅暆2mm丅岤傒0.4mm丅
1) 嵽椏傪傾儖儈偐傜傾儖儈崌嬥偵曄峏丅
2) 僽儕僢僕偺岤傒傪0.2mm偐傜0.4mm偵曄峏丅
3) 僽儕僢僕巆偟偺愗崬検傪0.2mm偐傜0.1mm偵曄峏丅
側偳偱丄慜夞敪惗偟偨僽儕僢僕晹暘偺曄宍偼偁傝傑偣傫偱偟偨丅
2006.03.20(寧)
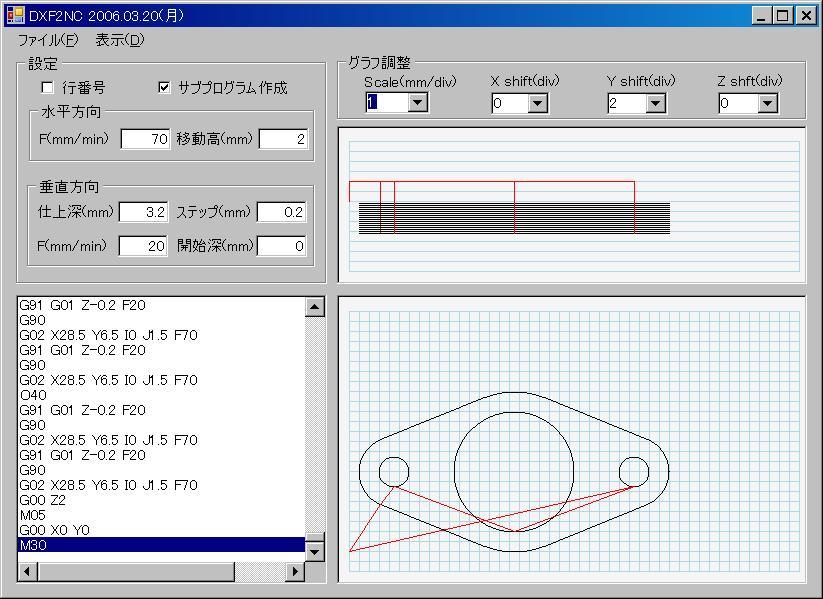 DXF2NC App偺GUI傪曄峏偟傑偟偨丅
1) 悅捈曽岦偺憲傝懍搙(F)愝掕傪捛壛 丗悈暯曽岦(X丄Y)偲偼堎側傞愝掕偑壜擻丅
2) 悅捈曽岦偺愗嶍奐巒埵抲愝掕傪捛壛丗僽儕僢僕愗敳偒梡NC僐乕僪嶌惉偵巊梡丅
3) 僌儔僼挷惍傪comboBox偵曄峏 丗僾儖僟僂儞儊僯儏乕偱愝掕偑壜擻丅
2006.03.18(搚)
DXF2NC App偺GUI傪曄峏偟傑偟偨丅
1) 悅捈曽岦偺憲傝懍搙(F)愝掕傪捛壛 丗悈暯曽岦(X丄Y)偲偼堎側傞愝掕偑壜擻丅
2) 悅捈曽岦偺愗嶍奐巒埵抲愝掕傪捛壛丗僽儕僢僕愗敳偒梡NC僐乕僪嶌惉偵巊梡丅
3) 僌儔僼挷惍傪comboBox偵曄峏 丗僾儖僟僂儞儊僯儏乕偱愝掕偑壜擻丅
2006.03.18(搚)
 榋妏儗儞僠傪弌偟擖傟偡傞堊偺憢傪奐偗傑偟偨丅
Y幉偺僕僽挷惍屻偺儘僢僋偑梕堈偱丄僫僢僩偺妏傪偐偠傞怱攝偑柍偔側傝傑偟偨丅
2006.03.24(嬥)
5夞偔傜偄巊梡偟偨偲偙傠偱丄僪儔僀僶乕偑嬻夞傝傪偡傞傛偆偵側傝傑偟偨丅
榋妏儗儞僠傪弌偟擖傟偡傞堊偺憢偐傜愭抂偵岦偐偭偰婽楐偑擖偭偨帠偑尨場偱偡丅
2006.03.17(嬥)
榋妏儗儞僠傪弌偟擖傟偡傞堊偺憢傪奐偗傑偟偨丅
Y幉偺僕僽挷惍屻偺儘僢僋偑梕堈偱丄僫僢僩偺妏傪偐偠傞怱攝偑柍偔側傝傑偟偨丅
2006.03.24(嬥)
5夞偔傜偄巊梡偟偨偲偙傠偱丄僪儔僀僶乕偑嬻夞傝傪偡傞傛偆偵側傝傑偟偨丅
榋妏儗儞僠傪弌偟擖傟偡傞堊偺憢偐傜愭抂偵岦偐偭偰婽楐偑擖偭偨帠偑尨場偱偡丅
2006.03.17(嬥)
 僫僢僩梡僪儔僀僶乕偺愭抂傪捈宎9.2mm偐傜栺7mm偵偟傑偟偨丅僼儔僀僗儅僔儞偱峳嶍
傝傪偟偨屻丄儎僗儕偱巇忋偘傑偟偨丅
僕僽挷惍僱僕偺儘僢僋僫僢僩傪夞偡栬嬶偵偟傑偡丅
榋妏儗儞僠傪弌偟擖傟偡傞堊偺憢傪奐偗傟偽姰惉偱偡丅
2006.03.15(悈)
CNC App偺僪僉儏儊儞僩傪嶌惉偟傑偟偨丅偙偙傪僋儕僢僋偡傞偲奐偒傑偡丅
2006.03.14(壩)
僫僢僩梡僪儔僀僶乕偺愭抂傪捈宎9.2mm偐傜栺7mm偵偟傑偟偨丅僼儔僀僗儅僔儞偱峳嶍
傝傪偟偨屻丄儎僗儕偱巇忋偘傑偟偨丅
僕僽挷惍僱僕偺儘僢僋僫僢僩傪夞偡栬嬶偵偟傑偡丅
榋妏儗儞僠傪弌偟擖傟偡傞堊偺憢傪奐偗傟偽姰惉偱偡丅
2006.03.15(悈)
CNC App偺僪僉儏儊儞僩傪嶌惉偟傑偟偨丅偙偙傪僋儕僢僋偡傞偲奐偒傑偡丅
2006.03.14(壩)


 X偲Y偲Z曽岦偺堏摦検傪應掕偟丄
堏摦検寁嶼曽朄偺曄峏偑惛搙偵塭嬁偟側偄偙偲傪妋擣偟傑偟偨丅
X幉曽岦堏摦検丅憲傝偹偠僺僢僠998兪m丅BL54兪m丅
NC僐乕僪 | 暯嬒 | 應掕抣
-------------+-------+-------+-------+-------+-------+--------
G01 X10 F50 | 10.00 | 10.00 10.00 10.00 10.00 9.99
G01 X50 F50 | 50.00 | 50.00 50.00 50.00 49.99 49.99
G01 X0 F50 | 0.00 | 0.00 0.00 0.00 0.00 0.00
Y幉曽岦堏摦検應掕丅憲傝偹偠僺僢僠997兪m丅BL26兪m丅
NC僐乕僪 | 暯嬒 | 應掕抣
-------------+-------+-------+-------+-------+-------+--------
G01 Y10 F50 | 9.99 | 10.00 10.00 9.99 9.99 9.99
G01 Y30 F50 | 30.00 | 30.00 30.00 29.99 30.00 30.00
G01 Y0 F50 | 0.00 | 0.00 0.00 -0.01 0.00 0.00
Z幉曽岦堏摦検應掕丅憲傝偹偠僺僢僠998兪m丅BL171兪m丅
NC僐乕僪 | 暯嬒 | 應掕抣
-------------+-------+-------+-------+-------+-------+--------
G01 Z-10 F50 10.00 9.99 10.00 10.00 10.00 10.00
G01 Z-20 F50 20.00 20.00 20.01 20.00 20.00 20.01
G01 Z0 F50 0.00 0.00 0.00 0.00 0.00 0.00
(暯嬒偲應掕抣偺扨埵偼 mm)
2006.03.13(寧)
僶僢僋儔僢僔儏傪應掕偟丄
堏摦検寁嶼曽朄偺曄峏偑惛搙偵塭嬁偟側偄偙偲傪妋擣偟傑偟偨丅
扨埵=兪m
| | | | 憲傝懍搙 | 慜夞
幉 | 暯嬒 | 應掕抣 | 曗惓検 | (mm/min) | 暯嬒
-----+------+------+------+------+------+------+--------+----------+--------
X | 0.4 | 1 | 2 | 0 | -1 | 0 | 34 | 100 | -2.0
Y | -1.2 | 0 | -1 | -2 | -1 | -2 | 20 | 100 | 2.8
Z | -0.4 | 0 | 0 | 0 | -2 | 0 | 171 | 20 | -1.6
2006.03.12(擔)
堏摦岆嵎偺曗惓寁嶼傪尒捈偟傑偟偨丅
娍帤係暥帤偺愗嶍偱丄G01 Z-0.2傪26夞幚峴偟偨寢壥偱偡丅
| 愗崬検偺曄摦暆(兪m)
尒捈偟 | 暯嬒 | 嵟戝
--------+-----------+---------------
屻 | 1 | 3
慜 | 6 | 12
尒捈偟慜
1) 堏摦僷儖僗悢傪寁嶼
sz = pulse_count_calc(z1, z2, z_step, z_pitch);
2) 尰嵼偺僷儖僗埵抲偲嵗昗偲偺曗惓検傪寁嶼
sz += pulse_count_calc(0, z_cur, z_step, z_pitch) - z_pls_position;
3) 栚昗嵗昗傊堏摦偟偨偲偟偰僷儖僗偺夁晄懌傪寁嶼(2006.03.11(搚)偺捛壛暘)
sz += pulse_count_calc(0, z2, z_step, z_pitch) - (z_pls_position + sz);
尒捈偟屻
忋婰偺1)偲2)偲3)傪傑偲傔傞偲丄堦夞偺寁嶼偵側傝傑偟偨丅
sz = pulse_count_calc(0, z2, z_step, z_pitch) - z_pls_position;
尨揰偐傜栚昗嵗昗傑偱偺僷儖僗悢
亅) 幚惃僷儖僗悢偺椵寁
--------------------------------------
亖 堏摦僷儖僗悢
偁傟偙傟夞傝摴傪偟傑偟偨偑丄偙傟偱傛偐偭偨傛偆偱偡丅
尒捈偟慜偼丄1)偲2)偲3)偺奺寁嶼偱僷儖僗悢偺娵傔(巐幪屲擖)偑峴傢傟傞偺偵懳偟丄
尒捈偟屻偼丄娵傔偑堦夞偵側傝丄愗崬検偺曄摦暆偑彫偝偔側偭偰偄傑偡丅
梋択
z1偼娭悢偺堷悢偱z_cur偺抣偑梌偊傜傟傞堊丄
2)幃偼 sz += pulse_count_calc(0, z1, z_step, z_pitch) - z_pls_position;
仾偑娭悢杮棃偺婰弎偱偡丅(寢壥偼摨偠)
曗惓僾儘僌儔儉嶌惉摉弶偵偄傠偄傠帋偟偰偄偨偲偒偺崿棎偺側偛傝偱偡丅
嶲峫
柤徧 梡搑
-------------------+-------------------------------------------
pulse_count_calc() 嵗昗娫偺堏摦僷儖僗悢傪寁嶼偡傞娭悢丅
z1 Z幉尰嵼嵗昗丅
z2 Z幉栚昗嵗昗丅
z_step Z幉堏摦検/僗僥僢僾僷儖僗丅
z_pitch 憲傝僱僕僺僢僠丅
z_pls_position 尰嵗昗傑偱偺幚惃僷儖僗悢偺椵寁
2006.03.11(搚)
暥帤楍偺愗嶍拞偵丄倅幉偑憐掕奜偺摦偒傪偟傑偟偨丅
埲壓偺NC僐乕僪偱敪惗偟傑偡丅
G00 Z2
G00 X5 Y5
G00 Z0
G01 Z-0.2
G01 X0 Y0 F50 仼 偙偙偱Z幉偑悢僗僥僢僾暘夞傝傑偡丅
尨場丗
慜夞堏摦帪偺曗惓検偺夁晄懌暘傪丄師偺堏摦帪偵帩偪墇偟偨偙偲偑尨場偱偡丅
懳嶔丗
尰嵼埵抲偱偺曗惓検偵栚昗嵗昗偱偺夁晄懌暘傪壛偊傞偙偲偱丄師夞偵夁晄懌暘傪帩偪
墇偝側偄傛偆偵偟傑偟偨丅
寢壥丗
娍帤係暥帤偺愗嶍偱丄G01 Z-0.2傪26夞峴偄丄
愗崬検偺岆嵎斖埻偑嵟戝偱亇6兪m埲撪丅懡偔偑亇3兪m埲撪偵廂傑傝傑偟偨丅
X偲Y偲Z曽岦偺堏摦検傪應掕偟丄
堏摦検寁嶼曽朄偺曄峏偑惛搙偵塭嬁偟側偄偙偲傪妋擣偟傑偟偨丅
X幉曽岦堏摦検丅憲傝偹偠僺僢僠998兪m丅BL54兪m丅
NC僐乕僪 | 暯嬒 | 應掕抣
-------------+-------+-------+-------+-------+-------+--------
G01 X10 F50 | 10.00 | 10.00 10.00 10.00 10.00 9.99
G01 X50 F50 | 50.00 | 50.00 50.00 50.00 49.99 49.99
G01 X0 F50 | 0.00 | 0.00 0.00 0.00 0.00 0.00
Y幉曽岦堏摦検應掕丅憲傝偹偠僺僢僠997兪m丅BL26兪m丅
NC僐乕僪 | 暯嬒 | 應掕抣
-------------+-------+-------+-------+-------+-------+--------
G01 Y10 F50 | 9.99 | 10.00 10.00 9.99 9.99 9.99
G01 Y30 F50 | 30.00 | 30.00 30.00 29.99 30.00 30.00
G01 Y0 F50 | 0.00 | 0.00 0.00 -0.01 0.00 0.00
Z幉曽岦堏摦検應掕丅憲傝偹偠僺僢僠998兪m丅BL171兪m丅
NC僐乕僪 | 暯嬒 | 應掕抣
-------------+-------+-------+-------+-------+-------+--------
G01 Z-10 F50 10.00 9.99 10.00 10.00 10.00 10.00
G01 Z-20 F50 20.00 20.00 20.01 20.00 20.00 20.01
G01 Z0 F50 0.00 0.00 0.00 0.00 0.00 0.00
(暯嬒偲應掕抣偺扨埵偼 mm)
2006.03.13(寧)
僶僢僋儔僢僔儏傪應掕偟丄
堏摦検寁嶼曽朄偺曄峏偑惛搙偵塭嬁偟側偄偙偲傪妋擣偟傑偟偨丅
扨埵=兪m
| | | | 憲傝懍搙 | 慜夞
幉 | 暯嬒 | 應掕抣 | 曗惓検 | (mm/min) | 暯嬒
-----+------+------+------+------+------+------+--------+----------+--------
X | 0.4 | 1 | 2 | 0 | -1 | 0 | 34 | 100 | -2.0
Y | -1.2 | 0 | -1 | -2 | -1 | -2 | 20 | 100 | 2.8
Z | -0.4 | 0 | 0 | 0 | -2 | 0 | 171 | 20 | -1.6
2006.03.12(擔)
堏摦岆嵎偺曗惓寁嶼傪尒捈偟傑偟偨丅
娍帤係暥帤偺愗嶍偱丄G01 Z-0.2傪26夞幚峴偟偨寢壥偱偡丅
| 愗崬検偺曄摦暆(兪m)
尒捈偟 | 暯嬒 | 嵟戝
--------+-----------+---------------
屻 | 1 | 3
慜 | 6 | 12
尒捈偟慜
1) 堏摦僷儖僗悢傪寁嶼
sz = pulse_count_calc(z1, z2, z_step, z_pitch);
2) 尰嵼偺僷儖僗埵抲偲嵗昗偲偺曗惓検傪寁嶼
sz += pulse_count_calc(0, z_cur, z_step, z_pitch) - z_pls_position;
3) 栚昗嵗昗傊堏摦偟偨偲偟偰僷儖僗偺夁晄懌傪寁嶼(2006.03.11(搚)偺捛壛暘)
sz += pulse_count_calc(0, z2, z_step, z_pitch) - (z_pls_position + sz);
尒捈偟屻
忋婰偺1)偲2)偲3)傪傑偲傔傞偲丄堦夞偺寁嶼偵側傝傑偟偨丅
sz = pulse_count_calc(0, z2, z_step, z_pitch) - z_pls_position;
尨揰偐傜栚昗嵗昗傑偱偺僷儖僗悢
亅) 幚惃僷儖僗悢偺椵寁
--------------------------------------
亖 堏摦僷儖僗悢
偁傟偙傟夞傝摴傪偟傑偟偨偑丄偙傟偱傛偐偭偨傛偆偱偡丅
尒捈偟慜偼丄1)偲2)偲3)偺奺寁嶼偱僷儖僗悢偺娵傔(巐幪屲擖)偑峴傢傟傞偺偵懳偟丄
尒捈偟屻偼丄娵傔偑堦夞偵側傝丄愗崬検偺曄摦暆偑彫偝偔側偭偰偄傑偡丅
梋択
z1偼娭悢偺堷悢偱z_cur偺抣偑梌偊傜傟傞堊丄
2)幃偼 sz += pulse_count_calc(0, z1, z_step, z_pitch) - z_pls_position;
仾偑娭悢杮棃偺婰弎偱偡丅(寢壥偼摨偠)
曗惓僾儘僌儔儉嶌惉摉弶偵偄傠偄傠帋偟偰偄偨偲偒偺崿棎偺側偛傝偱偡丅
嶲峫
柤徧 梡搑
-------------------+-------------------------------------------
pulse_count_calc() 嵗昗娫偺堏摦僷儖僗悢傪寁嶼偡傞娭悢丅
z1 Z幉尰嵼嵗昗丅
z2 Z幉栚昗嵗昗丅
z_step Z幉堏摦検/僗僥僢僾僷儖僗丅
z_pitch 憲傝僱僕僺僢僠丅
z_pls_position 尰嵗昗傑偱偺幚惃僷儖僗悢偺椵寁
2006.03.11(搚)
暥帤楍偺愗嶍拞偵丄倅幉偑憐掕奜偺摦偒傪偟傑偟偨丅
埲壓偺NC僐乕僪偱敪惗偟傑偡丅
G00 Z2
G00 X5 Y5
G00 Z0
G01 Z-0.2
G01 X0 Y0 F50 仼 偙偙偱Z幉偑悢僗僥僢僾暘夞傝傑偡丅
尨場丗
慜夞堏摦帪偺曗惓検偺夁晄懌暘傪丄師偺堏摦帪偵帩偪墇偟偨偙偲偑尨場偱偡丅
懳嶔丗
尰嵼埵抲偱偺曗惓検偵栚昗嵗昗偱偺夁晄懌暘傪壛偊傞偙偲偱丄師夞偵夁晄懌暘傪帩偪
墇偝側偄傛偆偵偟傑偟偨丅
寢壥丗
娍帤係暥帤偺愗嶍偱丄G01 Z-0.2傪26夞峴偄丄
愗崬検偺岆嵎斖埻偑嵟戝偱亇6兪m埲撪丅懡偔偑亇3兪m埲撪偵廂傑傝傑偟偨丅
 2006.03.09(栘)
2006.03.09(栘)
 Y幉偺儃乕儖儀傾儕儞僌偵儂儖僟乕傪椉柺僥乕僾偱壖巭傔偟傑偟偨丅
Y幉僶僢僋儔僢僔儏應掕(扨埵兪m) (僺僢僋僥僗僩巊梡 嵟彫栚惙1兪m)
儂儖僟乕| | 偽傜 | | |
桳柍 |暯嬒抣 | 偮偒 | 應掕抣 | 曗惓検 | 應掕擔
--------+-------+------+----+----+----+----+----+--------+-----------------
桳傝 -1.2 2 -2 -2 0 0 -2 20 2006.03.09(栘)
柍偟 2.8 8 -2 1 5 4 6 47 2006.01.14(搚)
僶僢僋儔僢僔儏偺偽傜偮偒偑尭彮偟傑偟偨丅
Y幉偺儃乕儖儀傾儕儞僌偵儂儖僟乕傪椉柺僥乕僾偱壖巭傔偟傑偟偨丅
Y幉僶僢僋儔僢僔儏應掕(扨埵兪m) (僺僢僋僥僗僩巊梡 嵟彫栚惙1兪m)
儂儖僟乕| | 偽傜 | | |
桳柍 |暯嬒抣 | 偮偒 | 應掕抣 | 曗惓検 | 應掕擔
--------+-------+------+----+----+----+----+----+--------+-----------------
桳傝 -1.2 2 -2 -2 0 0 -2 20 2006.03.09(栘)
柍偟 2.8 8 -2 1 5 4 6 47 2006.01.14(搚)
僶僢僋儔僢僔儏偺偽傜偮偒偑尭彮偟傑偟偨丅
 Y幉堏摦検應掕(扨埵mm)
儂儖僟乕| | 偽傜 | |
桳柍 | 暯嬒抣 | 偮偒 | 應掕抣 | 應掕擔
--------+--------+------+------+------+------+------+------+----------------
桳傝 10.00 0.00 10.00 10.00 10.00 10.00 10.00 2006.03.09(栘)
柍偟 10.01 0.01 10.00 10.01 10.00 10.01 10.01 2006.01.16(悈)
堏摦検偺惛搙偑岦忋偟傑偟偨丅
仏僶僢僋儔僢僔儏丄堏摦検偲傕偵F50偱應掕丅
2006.03.08(悈)
Y幉堏摦検應掕(扨埵mm)
儂儖僟乕| | 偽傜 | |
桳柍 | 暯嬒抣 | 偮偒 | 應掕抣 | 應掕擔
--------+--------+------+------+------+------+------+------+----------------
桳傝 10.00 0.00 10.00 10.00 10.00 10.00 10.00 2006.03.09(栘)
柍偟 10.01 0.01 10.00 10.01 10.00 10.01 10.01 2006.01.16(悈)
堏摦検偺惛搙偑岦忋偟傑偟偨丅
仏僶僢僋儔僢僔儏丄堏摦検偲傕偵F50偱應掕丅
2006.03.08(悈)
 1) 愗崬検 = 0.2mm
2) 憲傝懍搙 = 70mm/min
3) 僗僺儞僪儖夞揮悢 = 栺4600夞揮/min
3) 僄儞僪儈儖 = 兂1mm
4) 愗嶍桘 = 悈惈
偱愗嶍偟傑偟偨丅
2006.03.07(壩)
1) 愗崬検 = 0.2mm
2) 憲傝懍搙 = 70mm/min
3) 僗僺儞僪儖夞揮悢 = 栺4600夞揮/min
3) 僄儞僪儈儖 = 兂1mm
4) 愗嶍桘 = 悈惈
偱愗嶍偟傑偟偨丅
2006.03.07(壩)
 X幉梡僗僥僢僺儞僌儌乕僞乕扙挷偺堊丄"尡"偑搑拞偱偢傟傑偟偨丅
兂1mm僄儞僪儈儖巊梡丅愗嶍桘=5-56巊梡丅僗僺儞僪儖夞揮悢=栺4600夞揮/min丅
扙挷偺尨場
1) 愗崬検=0.5偑懡偡偓丅
2) 憲傝懍搙=70mm/min偑懍偡偓丅
3) X曽岦偱僥乕僽儖偑嵍偵峴偔傎偳堏摦椡偑廳偄丅
偐傒偦傝偺挷惍偱丄偑偨偮偒傪尭傜偡偐堏摦椡傪尭傜偡偐丅崱偼偑偨偮偒傪尭傜
偡曽岦偱挷惍丅
4) 僗僥僢僺儞僌儌乕僞乕偺僩儖僋晄懌丅
儃乕儖儁儞僥僗僩偵偼懌傝偰傕丄愗嶍偵偼晄懌婥枴丅
側偳偑峫偊傜傟傑偡丅
2006.03.06(寧)
撶CAD偱暥帤楍傪DXF偵曄姺偟丄DXF2NC App偱僣乕儖僷僗傪昤偒傑偟偨丅
X幉梡僗僥僢僺儞僌儌乕僞乕扙挷偺堊丄"尡"偑搑拞偱偢傟傑偟偨丅
兂1mm僄儞僪儈儖巊梡丅愗嶍桘=5-56巊梡丅僗僺儞僪儖夞揮悢=栺4600夞揮/min丅
扙挷偺尨場
1) 愗崬検=0.5偑懡偡偓丅
2) 憲傝懍搙=70mm/min偑懍偡偓丅
3) X曽岦偱僥乕僽儖偑嵍偵峴偔傎偳堏摦椡偑廳偄丅
偐傒偦傝偺挷惍偱丄偑偨偮偒傪尭傜偡偐堏摦椡傪尭傜偡偐丅崱偼偑偨偮偒傪尭傜
偡曽岦偱挷惍丅
4) 僗僥僢僺儞僌儌乕僞乕偺僩儖僋晄懌丅
儃乕儖儁儞僥僗僩偵偼懌傝偰傕丄愗嶍偵偼晄懌婥枴丅
側偳偑峫偊傜傟傑偡丅
2006.03.06(寧)
撶CAD偱暥帤楍傪DXF偵曄姺偟丄DXF2NC App偱僣乕儖僷僗傪昤偒傑偟偨丅
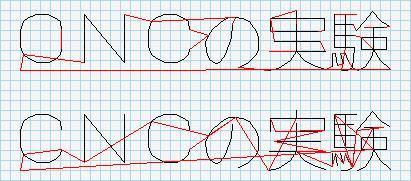 忋偑僒僽僾儘僌儔儉惗惉OFF偱壓偑ON偱偡丅
愗崬検=0.2mm丄怺偝巇忋傝0.2mm丅
OFF偺愗嶍夞悢偼1夞丄ON偱偼0.1mm偯偮墲暅偱愗嶍偟傑偡丅
NC僒僽僾儘僌儔儉偺ON偲OFF偱惗惉偟偨NC僐乕僪偺峴悢
OFF ON
---------+---------
218 546
OFF偺曽偑僣乕儖僷僗偑僔儞僾儖偱丄NC僐乕僪偺峴悢傕彮側偔側偭偰偄傑偡丅
OFF偱傕愗崬傪悢夞偵暘偗偰幚巤偡傞応崌偼丄寢壥偑媡揮偟傑偡丅
偙偺暥帤楍偱巊傢傟偰偄傞恾宍偼慡偰捈慄偱丄102杮偁傝傑偟偨丅
暥帤楍傪DXF偵曄姺偡傞偲偒偵丄儘僢僋僸儖偝傫偺偙偪傜傪嶲峫偵偟傑偟偨丅
儃乕儖儁儞僥僗僩傪偟傑偟偨丅
忋偑僒僽僾儘僌儔儉惗惉OFF偱壓偑ON偱偡丅
愗崬検=0.2mm丄怺偝巇忋傝0.2mm丅
OFF偺愗嶍夞悢偼1夞丄ON偱偼0.1mm偯偮墲暅偱愗嶍偟傑偡丅
NC僒僽僾儘僌儔儉偺ON偲OFF偱惗惉偟偨NC僐乕僪偺峴悢
OFF ON
---------+---------
218 546
OFF偺曽偑僣乕儖僷僗偑僔儞僾儖偱丄NC僐乕僪偺峴悢傕彮側偔側偭偰偄傑偡丅
OFF偱傕愗崬傪悢夞偵暘偗偰幚巤偡傞応崌偼丄寢壥偑媡揮偟傑偡丅
偙偺暥帤楍偱巊傢傟偰偄傞恾宍偼慡偰捈慄偱丄102杮偁傝傑偟偨丅
暥帤楍傪DXF偵曄姺偡傞偲偒偵丄儘僢僋僸儖偝傫偺偙偪傜傪嶲峫偵偟傑偟偨丅
儃乕儖儁儞僥僗僩傪偟傑偟偨丅
 "尡"偺暥帤偑晄姰慡偱偡丅 儁儞偺偐偡傟偱偼偁傝傑偣傫丅 壗搙傗偭偰傕丄"攏"偺偼
偹懌偱廟傝忋偘傜傟偰丄倅偑崀壓偟側偔側傝傑偡丅
CNC App偺僶僌傪廋惓偟惓忢偵昤夋偱偒傑偟偨丅
"尡"偺暥帤偑晄姰慡偱偡丅 儁儞偺偐偡傟偱偼偁傝傑偣傫丅 壗搙傗偭偰傕丄"攏"偺偼
偹懌偱廟傝忋偘傜傟偰丄倅偑崀壓偟側偔側傝傑偡丅
CNC App偺僶僌傪廋惓偟惓忢偵昤夋偱偒傑偟偨丅
 壖憐3幉娭悢偱僗僥僢僾僷儖僗悢偺愨懳抣傪擖傟傞傋偒曄悢偵丄晞崋晅悢抣傪戙擖偟
偰偄偨帠偑尨場偱偟偨丅
(岆)v_sx = sz; v_sy = sx; v_pz = sy;
伀
(惓)v_sx = sz; v_sy = sx; v_sz = sy;
2006.03.02(栘)
DXF2NC App 偱NC偺僒僽僾儘僌儔儉惗惉ON偲OFF偺儖乕僠儞傪暘棧偟丄App僾儘僌儔儉
偺尒捠偟傪傛偔偟傑偟偨丅 寢壥丄App僾儘僌儔儉偑嶌傝傗偡偔側傝丄僶僌傪敪尒偟傗
偡偔側傝傑偟偨丅
NC僒僽僾儘僌儔儉偺ON偲OFF偱惗惉偟偨NC僐乕僪偺峴悢偱偡丅
怺偝3mm傑偱丄0.2mm僗僥僢僾偱愗崬傒傑偡丅
恾宍 ON OFF
----------------------------+---------+---------
儀傾儕儞僌儂儖僟乕庢晅寠 20 53
乂 寠愗敳 59 247
乂 價僗寠 33 99
乂 奜宍 25 160
乂 奜宍愗敳 83 427
乂 堦妵 65 298
倝倧倝倧 119 490
敿墌壛岺 19 67
僐乕僫乕(劉)壛岺 23 97
嶌惉偟偨NC僐乕僪傪庤捈偟偡傞応崌偼丄峴悢偺彮側偄ON偺曽偑桳棙偱偡丅
傑偨ON偼墲暅愗嶍傪峴偆堊丄愗嶍帪娫偑OFF傛傝抁偔側傝傑偡丅
2006.02.28(壩)
壖憐3幉娭悢偱僗僥僢僾僷儖僗悢偺愨懳抣傪擖傟傞傋偒曄悢偵丄晞崋晅悢抣傪戙擖偟
偰偄偨帠偑尨場偱偟偨丅
(岆)v_sx = sz; v_sy = sx; v_pz = sy;
伀
(惓)v_sx = sz; v_sy = sx; v_sz = sy;
2006.03.02(栘)
DXF2NC App 偱NC偺僒僽僾儘僌儔儉惗惉ON偲OFF偺儖乕僠儞傪暘棧偟丄App僾儘僌儔儉
偺尒捠偟傪傛偔偟傑偟偨丅 寢壥丄App僾儘僌儔儉偑嶌傝傗偡偔側傝丄僶僌傪敪尒偟傗
偡偔側傝傑偟偨丅
NC僒僽僾儘僌儔儉偺ON偲OFF偱惗惉偟偨NC僐乕僪偺峴悢偱偡丅
怺偝3mm傑偱丄0.2mm僗僥僢僾偱愗崬傒傑偡丅
恾宍 ON OFF
----------------------------+---------+---------
儀傾儕儞僌儂儖僟乕庢晅寠 20 53
乂 寠愗敳 59 247
乂 價僗寠 33 99
乂 奜宍 25 160
乂 奜宍愗敳 83 427
乂 堦妵 65 298
倝倧倝倧 119 490
敿墌壛岺 19 67
僐乕僫乕(劉)壛岺 23 97
嶌惉偟偨NC僐乕僪傪庤捈偟偡傞応崌偼丄峴悢偺彮側偄ON偺曽偑桳棙偱偡丅
傑偨ON偼墲暅愗嶍傪峴偆堊丄愗嶍帪娫偑OFF傛傝抁偔側傝傑偡丅
2006.02.28(壩)
 倝偺廲朹偺僣乕儖僷僗偑愒偄慄偺壓偵偁傝傑偡丅
尰嵼埵抲偐傜恾宍偺巒揰傑偱偺嫍棧傪媮傔傞堊偺丄3暯曽偺掕棟偺婰弎偵僶僌偑偁傝
傑偟偨丅
岆)
嫍棧 = 暯曽崻((X嵗昗偺嵎暘)偺2忔 仏 (Y嵗昗偺嵎暘)偺2忔)
伀
惓) 伀
嫍棧 = 暯曽崻((X嵗昗偺嵎暘)偺2忔 亄 (Y嵗昗偺嵎暘)偺2忔)
婰弎偼
// 尰嵼埵抲偐傜恾宍偺巒揰傑偱偺嫍棧傪媮傔傞
len1 = Math.Sqrt(Math.Pow((Fig[f].start_point_x - x_current), 2)
+ Math.Pow((Fig[f].start_point_y - y_current), 2));
偱偡丅
尰嵼埵抲偲丄師偺恾宍偺椉抂偱嬤偄曽傪慖戰偡傞帪偵寁嶼偟傑偡丅
2006.02.27(寧)
倝偺廲朹偺僣乕儖僷僗偑愒偄慄偺壓偵偁傝傑偡丅
尰嵼埵抲偐傜恾宍偺巒揰傑偱偺嫍棧傪媮傔傞堊偺丄3暯曽偺掕棟偺婰弎偵僶僌偑偁傝
傑偟偨丅
岆)
嫍棧 = 暯曽崻((X嵗昗偺嵎暘)偺2忔 仏 (Y嵗昗偺嵎暘)偺2忔)
伀
惓) 伀
嫍棧 = 暯曽崻((X嵗昗偺嵎暘)偺2忔 亄 (Y嵗昗偺嵎暘)偺2忔)
婰弎偼
// 尰嵼埵抲偐傜恾宍偺巒揰傑偱偺嫍棧傪媮傔傞
len1 = Math.Sqrt(Math.Pow((Fig[f].start_point_x - x_current), 2)
+ Math.Pow((Fig[f].start_point_y - y_current), 2));
偱偡丅
尰嵼埵抲偲丄師偺恾宍偺椉抂偱嬤偄曽傪慖戰偡傞帪偵寁嶼偟傑偡丅
2006.02.27(寧)
 倝偺廲朹偺僣乕儖僷僗偑偁傝傑偣傫丅
倝偺廲朹偺僣乕儖僷僗偑偁傝傑偣傫丅
 CAD恾柺偵偼廲朹偑偁傞偺偱丄DXF2NC App偺僶僌偱偡丅
2006.02.26(擔)
儀傾儕儞僌儂儖僟乕傪愗嶍偟偨帪偺5偮偺僼傽僀儖傪1偮偵傑偲傔偨NC僐乕僪偱偡丅
僒僽僾儘僌儔儉偺暲傋姺偊傪偟丄慡懱傪捠偟偱愗嶍偱偒傞傛偆偵偟傑偟偨丅
NC僐乕僪
愗嶍偺夵慞揰丗
1) 僽儕僢僕傪岤偔偡傞丅
崱夞丗0.2mm丅
僽儕僢僕偵庒姳偺曄宍偑偁傝丄嫮壔偑昁梫偱偡丅
2) 愗傝敳偒愗嶍偺愗崬検傪彮側偔偡傞丅
崱夞丗0.2mm
忋婰1)偲傕娭楢偟丄儚乕僋偵壛傢傞愗嶍椡傪寉尭偟傑偡丅
3) 愗巕偺彍嫀丅
愗嶍嵀偑彮偟峳傟偰偄傑偡丅
4) 愗嶍拞偺媼桘偲攑桘丅
帺摦揑側媼桘偲丄攑桘偲堦弿偵愗巕傪彍嫀偡傞岺晇偑昁梫偱偡丅
2006.02.25(搚)
儀傾儕儞僌儂儖僟乕(t3mm)傪愗嶍拞偱偡丅
嵍偼AC傾僟僾僞乕偺僾儔僌偑搑拞偱敳偗偰幐攕偱偡丅 婥傪庢傝捈偟偰嵞奐丅
CAD恾柺偵偼廲朹偑偁傞偺偱丄DXF2NC App偺僶僌偱偡丅
2006.02.26(擔)
儀傾儕儞僌儂儖僟乕傪愗嶍偟偨帪偺5偮偺僼傽僀儖傪1偮偵傑偲傔偨NC僐乕僪偱偡丅
僒僽僾儘僌儔儉偺暲傋姺偊傪偟丄慡懱傪捠偟偱愗嶍偱偒傞傛偆偵偟傑偟偨丅
NC僐乕僪
愗嶍偺夵慞揰丗
1) 僽儕僢僕傪岤偔偡傞丅
崱夞丗0.2mm丅
僽儕僢僕偵庒姳偺曄宍偑偁傝丄嫮壔偑昁梫偱偡丅
2) 愗傝敳偒愗嶍偺愗崬検傪彮側偔偡傞丅
崱夞丗0.2mm
忋婰1)偲傕娭楢偟丄儚乕僋偵壛傢傞愗嶍椡傪寉尭偟傑偡丅
3) 愗巕偺彍嫀丅
愗嶍嵀偑彮偟峳傟偰偄傑偡丅
4) 愗嶍拞偺媼桘偲攑桘丅
帺摦揑側媼桘偲丄攑桘偲堦弿偵愗巕傪彍嫀偡傞岺晇偑昁梫偱偡丅
2006.02.25(搚)
儀傾儕儞僌儂儖僟乕(t3mm)傪愗嶍拞偱偡丅
嵍偼AC傾僟僾僞乕偺僾儔僌偑搑拞偱敳偗偰幐攕偱偡丅 婥傪庢傝捈偟偰嵞奐丅
 愗嶍廔椆丅
愗嶍廔椆丅
 忋壓嵍塃偱僽儕僢僕偟偰偄傑偡丅
忋壓嵍塃偱僽儕僢僕偟偰偄傑偡丅
 僽儕僢僕傪愗傝庢傝儎僗儕偱巇忋偘丄儃乕儖儀傾儕儞僌傪憓擖偟傑偟偨丅
僽儕僢僕傪愗傝庢傝儎僗儕偱巇忋偘丄儃乕儖儀傾儕儞僌傪憓擖偟傑偟偨丅
 5偮偺NC僐乕僪僼傽僀儖傪巊梡偟傑偟偨丅
1) 儀傾儕儞僌憓擖寠 怺偝2.8mm
2) 儀傾儕儞僌憓擖寠愗傝敳偒 怺偝3.1mm丅4売強僽儕僢僕巆偟丅
3) 價僗寠愗傝敳偒 怺偝3.1mm
4) 奜宍 怺偝2.8mm
5) 奜宍愗傝敳偒 怺偝3.1mm丅4売強僽儕僢僕巆偟丅
2006.02.24(嬥)
5偮偺NC僐乕僪僼傽僀儖傪巊梡偟傑偟偨丅
1) 儀傾儕儞僌憓擖寠 怺偝2.8mm
2) 儀傾儕儞僌憓擖寠愗傝敳偒 怺偝3.1mm丅4売強僽儕僢僕巆偟丅
3) 價僗寠愗傝敳偒 怺偝3.1mm
4) 奜宍 怺偝2.8mm
5) 奜宍愗傝敳偒 怺偝3.1mm丅4売強僽儕僢僕巆偟丅
2006.02.24(嬥)
 DXF2NC App偵愝掕擖椡傪捛壛偟傑偟偨丅
悈暯曽岦(暯柺愗嶍)偺僒僽僾儘僌儔儉嶌惉偼枹懳墳偱偡丅
2006.02.23(栘)
DXF2NC App偵廤崌恾宍梡僒僽僾儘僌儔儉偺惗惉婡擻傪捛壛偟傑偟偨丅
暋悢偺恾宍偱峔惉偟偨奜宍側偳偺丄怺偝曽岦傊偺憹暘抣愗嶍梡偺NC僐乕僪傪惗惉偟傑
偡丅
DXF2NC App偵愝掕擖椡傪捛壛偟傑偟偨丅
悈暯曽岦(暯柺愗嶍)偺僒僽僾儘僌儔儉嶌惉偼枹懳墳偱偡丅
2006.02.23(栘)
DXF2NC App偵廤崌恾宍梡僒僽僾儘僌儔儉偺惗惉婡擻傪捛壛偟傑偟偨丅
暋悢偺恾宍偱峔惉偟偨奜宍側偳偺丄怺偝曽岦傊偺憹暘抣愗嶍梡偺NC僐乕僪傪惗惉偟傑
偡丅
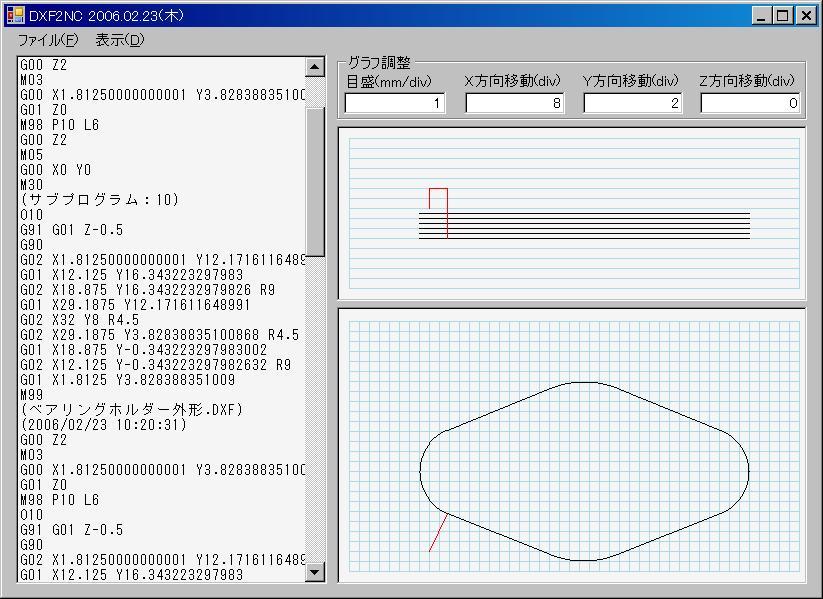 僌儔僼偺忋偑X-Z偺僣乕儖僷僗偱丄壓偑X-Y偺僣乕儖僷僗偱偡丅
堦夞偺愗傝崬傒検偼0.5mm丄儚乕僋柺偐傜怺偝3mm傑偱愗嶍偟傑偡丅
2006.02.22(悈)
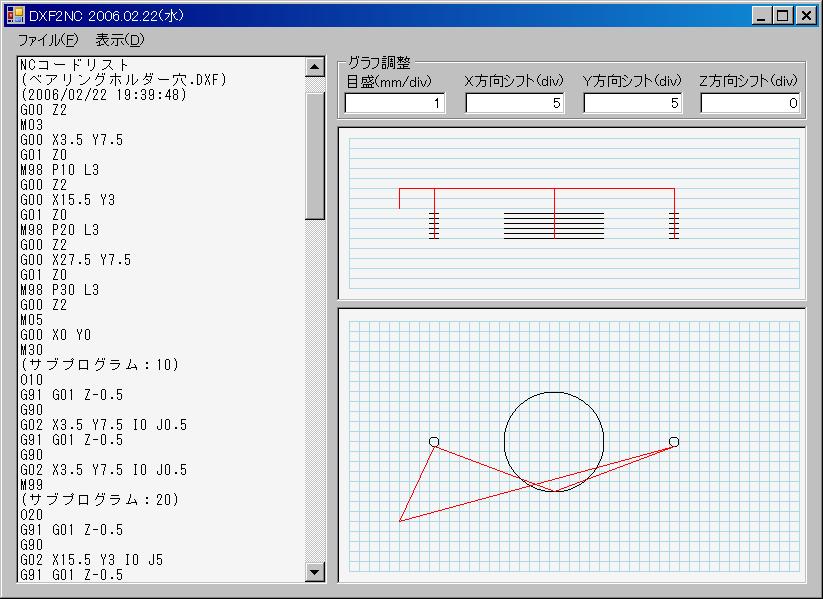
DXF2NC App偵僒僽僾儘僌儔儉惗惉婡擻傪慻傒崬傒傑偟偨丅
寠偁偗側偳偺扨撈恾宍偺怺偝曽岦傊偺憹暘抣愗嶍梡偺NC僐乕僪傪惗惉偟傑偡丅
奜宍側偳偺廤崌恾宍偼枹懳墳偱偡丅
僌儔僼偺忋偑X-Z偺僣乕儖僷僗偱丄壓偑X-Y偺僣乕儖僷僗偱偡丅
堦夞偺愗傝崬傒検偼0.5mm丄儚乕僋柺偐傜怺偝3mm傑偱愗嶍偟傑偡丅
2006.02.22(悈)
DXF2NC App偵僒僽僾儘僌儔儉惗惉婡擻傪慻傒崬傒傑偟偨丅
寠偁偗側偳偺扨撈恾宍偺怺偝曽岦傊偺憹暘抣愗嶍梡偺NC僐乕僪傪惗惉偟傑偡丅
奜宍側偳偺廤崌恾宍偼枹懳墳偱偡丅
 2006.02.21(壩)
岺嬶宎兂2mm傪峫椂偟偨愗嶍梡偺恾柺傪撶CAD偱嶌惉偟傑偟偨丅
1) 儁乕僕0偵姰惉帪偺儀傾儕儞僌儂儖僟乕偺恾柺(嶌恾嵪傒)
2) 儁乕僕1偵儚乕僋尨揰偺恾柺
3) 儁乕僕2偵寠奐偗恾柺
4) 儁乕僕3偵奜宍愗嶍偺恾柺
偱偡丅
尨揰恾柺嶌惉丗
1. 慄庬偼幚慄傪慖戰偟傑偡丅(埲壓慡偰幚慄偱偡)
2. 儁乕僕0傪攚宨偵偟丄儁乕僕1傪慜柺偵偟傑偡丅
3.乽Dim]偱儀傾儕儞僌儂儖僟乕偺拞怱偐傜丄嵍抂偲壓抂傑偱偺悺朄傪應傝傑偡丅
4.乽Move乿乽僆僼僙僢僩乿偱僆僼僙僢僩検傪拞怱偐傜嵍抂傑偱偺悺朄偵偟傑偡丅
5. 廲偺拞怱慄偺彮偟嵍懁傪僋儕僢僋偟傑偡丅
恾宍偺嵍抂偵愙偡傞悅慄偑堷偐傟傑偡丅
6. 摨條偵偟偰丄恾宍偺壓懁偵愙偡傞悈暯慄傪堷偒傑偡丅
7.乽Edit乿乽慄暘挷惍乿偱2杮偺捈慄偑岎傢傞傛偆偵偟傑偡丅(昁梫側傜)
寠奐偗恾柺嶌惉丗
1. 儁乕僕0傪攚宨偵偟丄儁乕僕2傪慜柺偵偟傑偡丅
2.乽Move乿乽僆僼僙僢僩乿偱僆僼僙僢僩検傪1mm偵偟傑偡丅
3. 墌偺彮偟撪懁傪僋儕僢僋偟傑偡丅
撪懁偵墌偑昤偐傟傑偡丅
4. 僗儁乕僗僉乕傪墴偟傑偡丅
僆僼僙僢僩検1mm偑嵞僙僢僩偝傟傑偡丅
5. 慡偰偺墌偮偄偰3.偐傜4.傪孞曉偟傑偡丅
奜宍愗嶍恾柺嶌惉丗
憖嶌偼寠奐偗恾柺嶌惉偲摨條偱偡丅
1. 儁乕僕0傪攚宨偵偟丄儁乕僕3傪慜柺偵偟傑偡丅
2. 僗儁乕僗僉乕傪墴偟傑偡丅
僆僼僙僢僩検1mm偑嵞僙僢僩偝傟傑偡丅(寠柧偗恾柺嶌惉偱巊梡偟偨抣偱偡)
3. 奜宍傪峔惉偡傞捈慄傗墌屖偺彮偟奜懁傪僋儕僢僋偟傑偡丅
奜懁偵捈慄傗墌屖偑堷偐傟傑偡丅
4. 慡偰偺奜宍慄偵偮偄偰2.偐傜3.傪孞曉偟傑偡丅
憖嶌曽朄傪彂偔偲挿偄偱偡偑丄偁偭偲尵偆娫偵愗嶍梡恾柺偑姰惉偟傑偡丅
奜宍愗嶍恾柺偱捈慄偲墌屖偺偮側偑傝偼丄攞棪傪偄偔傜忋偘偰傕抜嵎側偔愙懕偝傟偰
偄傑偡丅 撶CAD偺岎揰張棟偼桪傟偰偄偰偲偰傕曋棙偱偡丅
CNC App偵丄岺嬶宎曗惓僐乕僪G40丄G41丄G42偺婡擻捛壛偺嬞媫搙偑側偔側傝傑偟偨丅
4偮偺儁乕僕傪廳偹偨恾柺偱偡丅
2006.02.21(壩)
岺嬶宎兂2mm傪峫椂偟偨愗嶍梡偺恾柺傪撶CAD偱嶌惉偟傑偟偨丅
1) 儁乕僕0偵姰惉帪偺儀傾儕儞僌儂儖僟乕偺恾柺(嶌恾嵪傒)
2) 儁乕僕1偵儚乕僋尨揰偺恾柺
3) 儁乕僕2偵寠奐偗恾柺
4) 儁乕僕3偵奜宍愗嶍偺恾柺
偱偡丅
尨揰恾柺嶌惉丗
1. 慄庬偼幚慄傪慖戰偟傑偡丅(埲壓慡偰幚慄偱偡)
2. 儁乕僕0傪攚宨偵偟丄儁乕僕1傪慜柺偵偟傑偡丅
3.乽Dim]偱儀傾儕儞僌儂儖僟乕偺拞怱偐傜丄嵍抂偲壓抂傑偱偺悺朄傪應傝傑偡丅
4.乽Move乿乽僆僼僙僢僩乿偱僆僼僙僢僩検傪拞怱偐傜嵍抂傑偱偺悺朄偵偟傑偡丅
5. 廲偺拞怱慄偺彮偟嵍懁傪僋儕僢僋偟傑偡丅
恾宍偺嵍抂偵愙偡傞悅慄偑堷偐傟傑偡丅
6. 摨條偵偟偰丄恾宍偺壓懁偵愙偡傞悈暯慄傪堷偒傑偡丅
7.乽Edit乿乽慄暘挷惍乿偱2杮偺捈慄偑岎傢傞傛偆偵偟傑偡丅(昁梫側傜)
寠奐偗恾柺嶌惉丗
1. 儁乕僕0傪攚宨偵偟丄儁乕僕2傪慜柺偵偟傑偡丅
2.乽Move乿乽僆僼僙僢僩乿偱僆僼僙僢僩検傪1mm偵偟傑偡丅
3. 墌偺彮偟撪懁傪僋儕僢僋偟傑偡丅
撪懁偵墌偑昤偐傟傑偡丅
4. 僗儁乕僗僉乕傪墴偟傑偡丅
僆僼僙僢僩検1mm偑嵞僙僢僩偝傟傑偡丅
5. 慡偰偺墌偮偄偰3.偐傜4.傪孞曉偟傑偡丅
奜宍愗嶍恾柺嶌惉丗
憖嶌偼寠奐偗恾柺嶌惉偲摨條偱偡丅
1. 儁乕僕0傪攚宨偵偟丄儁乕僕3傪慜柺偵偟傑偡丅
2. 僗儁乕僗僉乕傪墴偟傑偡丅
僆僼僙僢僩検1mm偑嵞僙僢僩偝傟傑偡丅(寠柧偗恾柺嶌惉偱巊梡偟偨抣偱偡)
3. 奜宍傪峔惉偡傞捈慄傗墌屖偺彮偟奜懁傪僋儕僢僋偟傑偡丅
奜懁偵捈慄傗墌屖偑堷偐傟傑偡丅
4. 慡偰偺奜宍慄偵偮偄偰2.偐傜3.傪孞曉偟傑偡丅
憖嶌曽朄傪彂偔偲挿偄偱偡偑丄偁偭偲尵偆娫偵愗嶍梡恾柺偑姰惉偟傑偡丅
奜宍愗嶍恾柺偱捈慄偲墌屖偺偮側偑傝偼丄攞棪傪偄偔傜忋偘偰傕抜嵎側偔愙懕偝傟偰
偄傑偡丅 撶CAD偺岎揰張棟偼桪傟偰偄偰偲偰傕曋棙偱偡丅
CNC App偵丄岺嬶宎曗惓僐乕僪G40丄G41丄G42偺婡擻捛壛偺嬞媫搙偑側偔側傝傑偟偨丅
4偮偺儁乕僕傪廳偹偨恾柺偱偡丅
 DXF2NC App偱丄姰惉丄愗嶍梡奜宍丄愗嶍梡寠奐偗偺僣乕儖僷僗傪昤偒傑偟偨丅
DXF2NC App偱丄姰惉丄愗嶍梡奜宍丄愗嶍梡寠奐偗偺僣乕儖僷僗傪昤偒傑偟偨丅
 2006.02.20(寧)
DXF2NC App偵尨揰恾柺偺撉傒崬傒儊僯儏乕傪捛壛偟傑偟偨丅
尨揰恾柺偼撶CAD偱嶌惉偟傑偟偨丅
偙偙傪僋儕僢僋偡傞偲丄僪僉儏儊儞僩偑奐偒傑偡丅
2006.02.20(寧)
DXF2NC App偵尨揰恾柺偺撉傒崬傒儊僯儏乕傪捛壛偟傑偟偨丅
尨揰恾柺偼撶CAD偱嶌惉偟傑偟偨丅
偙偙傪僋儕僢僋偡傞偲丄僪僉儏儊儞僩偑奐偒傑偡丅
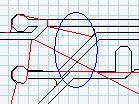
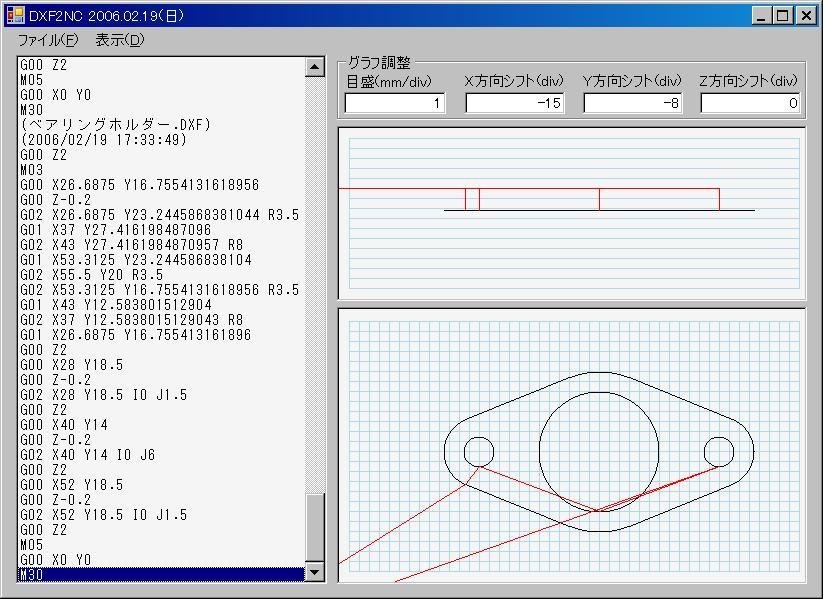
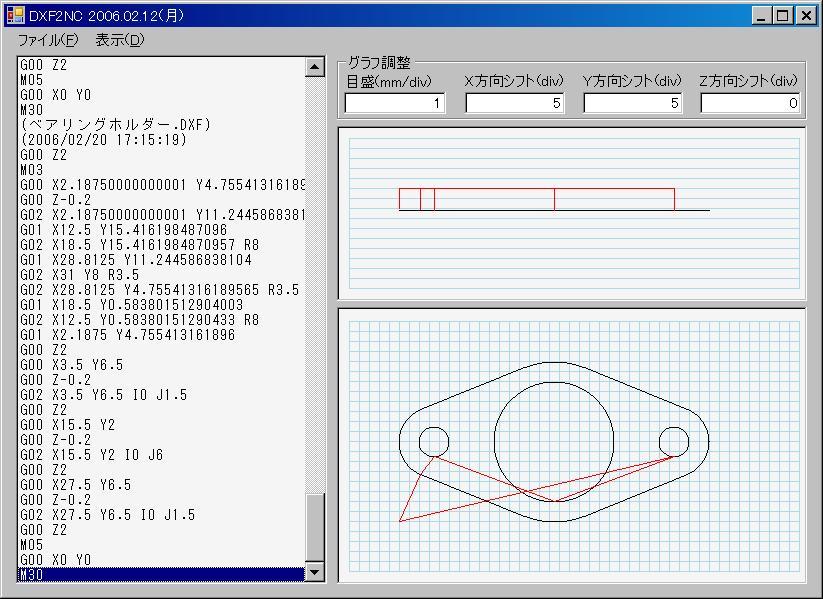 恾宍嵍壓偺愒偄慄偺岎揰偑儚乕僋尨揰偱偡丅
2006.02.19(擔)
DXF2NC App偵僣乕儖僷僗偺僌儔僼昞帵傪捛壛偟傑偟偨丅
恾宍嵍壓偺愒偄慄偺岎揰偑儚乕僋尨揰偱偡丅
2006.02.19(擔)
DXF2NC App偵僣乕儖僷僗偺僌儔僼昞帵傪捛壛偟傑偟偨丅
 2006.02.18(搚)
CNC偺幚尡(儊僇曇)偺帒椏傪嶌惉偟傑偟偨丅
撪梕偺捛壛側偳悘帪峏怴偡傞梊掕偱偡丅
2006.02.17(嬥)
DXF2NC App傪僣乕儖僷僗偑嵟抁偵側傞條偵夵憿偟傑偟偨丅
嵍偑夵憿慜偱丄塃偑夵憿屻偱偡丅
2006.02.18(搚)
CNC偺幚尡(儊僇曇)偺帒椏傪嶌惉偟傑偟偨丅
撪梕偺捛壛側偳悘帪峏怴偡傞梊掕偱偡丅
2006.02.17(嬥)
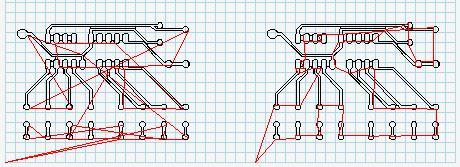
DXF2NC App傪僣乕儖僷僗偑嵟抁偵側傞條偵夵憿偟傑偟偨丅
嵍偑夵憿慜偱丄塃偑夵憿屻偱偡丅
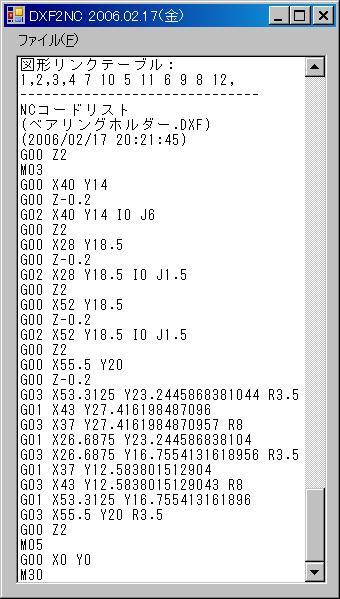
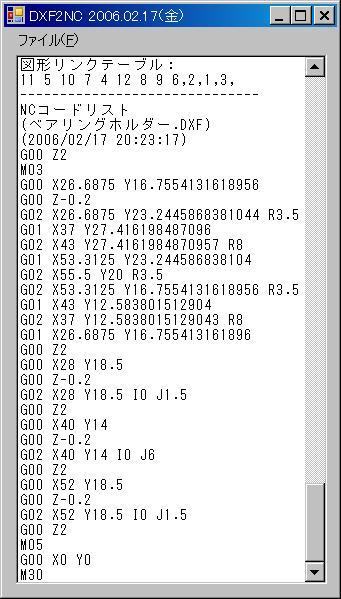 夵憿慜偼丄儀傾儕儞僌憓擖寠丄嵍價僗寠丄塃價僗寠丄奜宍偺弴偱偡丅
夵憿屻偼丄奜宍丄嵍價僗寠丄儀傾儕儞僌憓擖寠丄塃價僗寠偺弴偵側傝傑偡丅
夵憿慜偼丄奣偹DXF僨乕僞偺僄儞僥傿僥傿偺弌尰弴偱僣乕儖僷僗傪寛掕偟傑偡丅
夵憿屻偼丄偼偠傔偼尨揰偵巒揰枖偼廔揰偑嵟傕嬤偄恾宍傪慖戰偟丄恾宍偺廔抂偵嵟傕
嬤偄廔揰枖偼巒揰傪帩偮恾宍偵弴師儕儞僋偡傞傛偆偵僣乕儖僷僗傪寛掕偟傑偡丅
2006.02.16(栘)
DXF2NC App偵
1) 儚乕僋尨揰偐傜偺堏摦偱丄僣乕儖傪忋徃偟偨屻偵庡幉夞揮奐巒"M03"傪捛壛丅
2) G00僐乕僪偺慜偵丄僣乕儖忋徃"G00 Z仜"傪捛壛丅
3) G00僐乕僪偺屻偵丄僣乕儖崀壓"G00 Z仜"傪捛壛丅扐偟愗嶍廔椆帪偼彍奜丅
4) 愗嶍傪廔椆偟丄僣乕儖傪忋徃偟屻偵庡幉夞揮掆巭"M05"傪捛壛丅
5) 僼傽僀儖柤傪NC僐乕僪儕僗僩偺愭摢偵捛壛丅
6) NC僐乕僪惗惉擔帪傪NC僐乕僪儕僗僩偵捛壛丅
7) 惗惉偟偨NC僐乕僪偺僼傽僀儖曐懚丅
傪捛壛偟傑偟偨丅
NC僨乕僞僼傽僀儖偱偡丅
帺摦惗惉僐乕僪
CNC App偱僣乕儖僷僗傪昤偒傑偟偨丅
夵憿慜偼丄儀傾儕儞僌憓擖寠丄嵍價僗寠丄塃價僗寠丄奜宍偺弴偱偡丅
夵憿屻偼丄奜宍丄嵍價僗寠丄儀傾儕儞僌憓擖寠丄塃價僗寠偺弴偵側傝傑偡丅
夵憿慜偼丄奣偹DXF僨乕僞偺僄儞僥傿僥傿偺弌尰弴偱僣乕儖僷僗傪寛掕偟傑偡丅
夵憿屻偼丄偼偠傔偼尨揰偵巒揰枖偼廔揰偑嵟傕嬤偄恾宍傪慖戰偟丄恾宍偺廔抂偵嵟傕
嬤偄廔揰枖偼巒揰傪帩偮恾宍偵弴師儕儞僋偡傞傛偆偵僣乕儖僷僗傪寛掕偟傑偡丅
2006.02.16(栘)
DXF2NC App偵
1) 儚乕僋尨揰偐傜偺堏摦偱丄僣乕儖傪忋徃偟偨屻偵庡幉夞揮奐巒"M03"傪捛壛丅
2) G00僐乕僪偺慜偵丄僣乕儖忋徃"G00 Z仜"傪捛壛丅
3) G00僐乕僪偺屻偵丄僣乕儖崀壓"G00 Z仜"傪捛壛丅扐偟愗嶍廔椆帪偼彍奜丅
4) 愗嶍傪廔椆偟丄僣乕儖傪忋徃偟屻偵庡幉夞揮掆巭"M05"傪捛壛丅
5) 僼傽僀儖柤傪NC僐乕僪儕僗僩偺愭摢偵捛壛丅
6) NC僐乕僪惗惉擔帪傪NC僐乕僪儕僗僩偵捛壛丅
7) 惗惉偟偨NC僐乕僪偺僼傽僀儖曐懚丅
傪捛壛偟傑偟偨丅
NC僨乕僞僼傽僀儖偱偡丅
帺摦惗惉僐乕僪
CNC App偱僣乕儖僷僗傪昤偒傑偟偨丅
 2006.02.15(悈)
2006.02.15(悈)
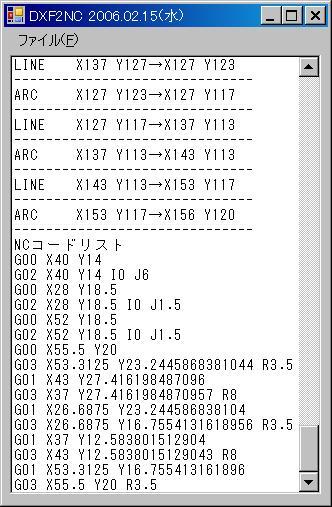 NC僐乕僪傪惗惉偟傑偟偨丅 儚乕僋偺尨揰偼X100丄Y100偵偟傑偟偨丅
NC僐乕僪惗惉偺夁掱偱偡丅
1) NC僐乕僪偺X偲Y偺嵗昗抣偼丄x_end媦傃y_end偐傜儚乕僋偺尨揰嵗昗抣傪嵎偟堷偄
偨抣偱偡丅
2) 捈慄恾宍側傜丄"G01" + " X嵗昗" + " Y嵗昗"偱偡丅
3) 墌恾宍側傜丄"G02" + " X嵗昗" + " Y嵗昗" + " I憡懳抣" + " J憡懳抣" 偱偡丅
4) 墌屖恾宍側傜丄
1. 恾宍偺巒揰偲僷僗偺廔揰(x_end,y_end)偑摍偟偗傟偽丄塃夞傝偱"G02"偱偡丅
2. 恾宍偺廔揰偲僷僗偺廔揰(x_end,y_end)偑摍偟偗傟偽丄嵍廃傝偱"G03"偱偡丅
3. 巒揰妏偲廔揰妏偺嵎偺愨懳抣偑180搙埲壓側傜偽丄"R"+"敿宎"偱偡丅
4. 巒揰妏偲廔揰妏偺嵎偺愨懳抣偑180搙傪挻偊偰偄偨傜丄"-R"+"敿宎"偱偡丅
5. NC僐乕僪傪慻傒棫偰傞偲
"G02傑偨偼G03" + " X嵗昗" + " Y嵗昗" + " R敿宎傑偨偼-R敿宎"
偱偡丅
5) 旕楢懕偺恾宍娫偼丄"G00" + " X嵗昗" + " Y嵗昗"偱偡丅
扐偟X偲Y偺嵗昗抣偼丄x_start媦傃y_start偐傜儚乕僋偺尨揰嵗昗抣傪嵎偟堷偄偨
抣偱偡丅
*1 x_end,y_end偼丄恾宍偺巒揰枖偼廔揰偱丄尰嵼嵗昗偐傜墦偄嫍棧偵偁傞曽偺嵗昗偱
偡丅 徻偟偔偼丄2006.02.14(壩)偺婰帠傪嶲徠偟偰偔偩偝偄丅
*2 x_start,y_start偼丄恾宍偺巒揰枖偼廔揰偱丄尰嵼嵗昗偵嬤偄嫍棧偵偁傞曽偺嵗昗
偱偡丅 徻偟偔偼丄2006.02.14(壩)偺婰帠傪嶲徠偟偰偔偩偝偄丅
*3 悢抣偼暥帤楍偵曄姺偟偰巊梡偟傑偡丅
椺丗Fig[f].radius.ToString() 偱曄姺偟傑偡丅
2006.02.14(壩)
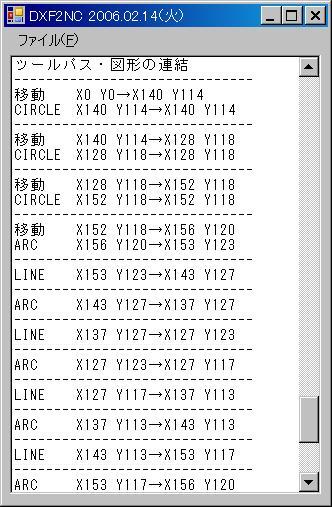
僣乕儖僷僗傪寛掕偡傞偨傔偵丄恾宍摨巑偺楢寢億僀儞僩傪媮傔傑偡丅
恾宍儕儞僋僥乕僽儖偱偡丅
劇劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劉
劆 1劆 0劆 2劆 0劆 3劆 0劆 4劆 7劆10劆 5劆11劆 6劆 9劆 8劆12劆 0劆
劋劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劊
劆 仾劆 仾劆 仾劆仾劆仾劆仾劆仾劆仾劆仾劆仾劆仾
劋劅劅劊劋劅劅劊劋劅劅劊劋劊劋劊劋劊劋劊劋劊劋劊劋劊劋劊
1) 偼偠傔偵尰嵼嵗昗傪x_cur丄y_cur偲偟傑偡丅x_cur = y_cur = 0 偱偡丅
2) 恾宍No.1傪巜掕偟丄x_cur丄y_cur(尰嵼嵗昗)偐傜恾宍No.1偺巒揰枖偼廔揰偺嵗昗
傑偱偱丄傛傝嫍棧偺嬤偄曽偺巒揰枖偼廔揰偺嵗昗傪慖戰偟丄x_start丄y_start偵
偦傟偧傟偺抣傪戙擖偟傑偡丅
3) 恾宍No.1偺巒揰枖偼廔揰偱丄尰嵼嵗昗傛傝傕墦偄嫍棧偵偁傞曽傪丄x_end丄y_end
偵戙擖偟傑偡丅
4) 尰嵼嵗昗偐傜偺堏摦偼丄x_cur,y_cur 仺 x_start,y_start偱偡丅
NC僐乕僪偱偼丄G00 Xx_start Yy_start 偵側傝傑偡丅
5) 恾宍偺x_start偐傜x_end傑偱丄岺嬶偑堏摦偡傞偙偲偵側傝傑偡丅
6) x_end丄y_end傑偱堏摦偟偨偙偲偵偟偰丄x_cur偲y_cur偵x_end偲y_end偺抣傪偦傟
偧傟偵戙擖偟傑偡丅
7) 恾宍No.1偺儕儞僋愭恾宍No.2傪巜掕偟傑偡丅
8) 2)偐傜7)偲摨條偺張棟傪孞曉偟傑偡丅
9) 廤崌恾宍(No.4偐傜No.12)偱偼丄4)偺張棟傪僗僉僢僾偟傑偡丅
恾宍娫偺楢寢億僀儞僩傪専弌偟丄儕僗僩偵昞帵偟傑偟偨丅
NC僐乕僪傪惗惉偟傑偟偨丅 儚乕僋偺尨揰偼X100丄Y100偵偟傑偟偨丅
NC僐乕僪惗惉偺夁掱偱偡丅
1) NC僐乕僪偺X偲Y偺嵗昗抣偼丄x_end媦傃y_end偐傜儚乕僋偺尨揰嵗昗抣傪嵎偟堷偄
偨抣偱偡丅
2) 捈慄恾宍側傜丄"G01" + " X嵗昗" + " Y嵗昗"偱偡丅
3) 墌恾宍側傜丄"G02" + " X嵗昗" + " Y嵗昗" + " I憡懳抣" + " J憡懳抣" 偱偡丅
4) 墌屖恾宍側傜丄
1. 恾宍偺巒揰偲僷僗偺廔揰(x_end,y_end)偑摍偟偗傟偽丄塃夞傝偱"G02"偱偡丅
2. 恾宍偺廔揰偲僷僗偺廔揰(x_end,y_end)偑摍偟偗傟偽丄嵍廃傝偱"G03"偱偡丅
3. 巒揰妏偲廔揰妏偺嵎偺愨懳抣偑180搙埲壓側傜偽丄"R"+"敿宎"偱偡丅
4. 巒揰妏偲廔揰妏偺嵎偺愨懳抣偑180搙傪挻偊偰偄偨傜丄"-R"+"敿宎"偱偡丅
5. NC僐乕僪傪慻傒棫偰傞偲
"G02傑偨偼G03" + " X嵗昗" + " Y嵗昗" + " R敿宎傑偨偼-R敿宎"
偱偡丅
5) 旕楢懕偺恾宍娫偼丄"G00" + " X嵗昗" + " Y嵗昗"偱偡丅
扐偟X偲Y偺嵗昗抣偼丄x_start媦傃y_start偐傜儚乕僋偺尨揰嵗昗抣傪嵎偟堷偄偨
抣偱偡丅
*1 x_end,y_end偼丄恾宍偺巒揰枖偼廔揰偱丄尰嵼嵗昗偐傜墦偄嫍棧偵偁傞曽偺嵗昗偱
偡丅 徻偟偔偼丄2006.02.14(壩)偺婰帠傪嶲徠偟偰偔偩偝偄丅
*2 x_start,y_start偼丄恾宍偺巒揰枖偼廔揰偱丄尰嵼嵗昗偵嬤偄嫍棧偵偁傞曽偺嵗昗
偱偡丅 徻偟偔偼丄2006.02.14(壩)偺婰帠傪嶲徠偟偰偔偩偝偄丅
*3 悢抣偼暥帤楍偵曄姺偟偰巊梡偟傑偡丅
椺丗Fig[f].radius.ToString() 偱曄姺偟傑偡丅
2006.02.14(壩)
僣乕儖僷僗傪寛掕偡傞偨傔偵丄恾宍摨巑偺楢寢億僀儞僩傪媮傔傑偡丅
恾宍儕儞僋僥乕僽儖偱偡丅
劇劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劉
劆 1劆 0劆 2劆 0劆 3劆 0劆 4劆 7劆10劆 5劆11劆 6劆 9劆 8劆12劆 0劆
劋劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劊
劆 仾劆 仾劆 仾劆仾劆仾劆仾劆仾劆仾劆仾劆仾劆仾
劋劅劅劊劋劅劅劊劋劅劅劊劋劊劋劊劋劊劋劊劋劊劋劊劋劊劋劊
1) 偼偠傔偵尰嵼嵗昗傪x_cur丄y_cur偲偟傑偡丅x_cur = y_cur = 0 偱偡丅
2) 恾宍No.1傪巜掕偟丄x_cur丄y_cur(尰嵼嵗昗)偐傜恾宍No.1偺巒揰枖偼廔揰偺嵗昗
傑偱偱丄傛傝嫍棧偺嬤偄曽偺巒揰枖偼廔揰偺嵗昗傪慖戰偟丄x_start丄y_start偵
偦傟偧傟偺抣傪戙擖偟傑偡丅
3) 恾宍No.1偺巒揰枖偼廔揰偱丄尰嵼嵗昗傛傝傕墦偄嫍棧偵偁傞曽傪丄x_end丄y_end
偵戙擖偟傑偡丅
4) 尰嵼嵗昗偐傜偺堏摦偼丄x_cur,y_cur 仺 x_start,y_start偱偡丅
NC僐乕僪偱偼丄G00 Xx_start Yy_start 偵側傝傑偡丅
5) 恾宍偺x_start偐傜x_end傑偱丄岺嬶偑堏摦偡傞偙偲偵側傝傑偡丅
6) x_end丄y_end傑偱堏摦偟偨偙偲偵偟偰丄x_cur偲y_cur偵x_end偲y_end偺抣傪偦傟
偧傟偵戙擖偟傑偡丅
7) 恾宍No.1偺儕儞僋愭恾宍No.2傪巜掕偟傑偡丅
8) 2)偐傜7)偲摨條偺張棟傪孞曉偟傑偡丅
9) 廤崌恾宍(No.4偐傜No.12)偱偼丄4)偺張棟傪僗僉僢僾偟傑偡丅
恾宍娫偺楢寢億僀儞僩傪専弌偟丄儕僗僩偵昞帵偟傑偟偨丅
 嵗昗抣偼尒傗偡偔偡傞偨傔偵丄彮悢揰戞堦埵偱巐幪屲擖偟偰偄傑偡丅
2006.02.13(寧)
DXF2NC App偺嶌惉帒椏傪僪僉儏儊儞僩偵偟傑偟偨丅
偙偙傪僋儕僢僋偡傞偲丄僪僉儏儊儞僩偑奐偒傑偡丅
2006.02.12(擔)
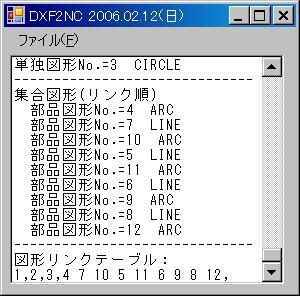
DXF2NC App偺恾宍儕儞僋僥乕僽儖偱偡丅
扨撈恾宍偲廤崌恾宍偺恾宍No.傪専弌弴偵奿擺偟傑偡丅
僣乕儖僷僗傪寛掕偡傞帪偵巊梡偟傑偡丅
劇劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劉
劆 1劆 0劆 2劆 0劆 3劆 0劆 4劆 7劆10劆 5劆11劆 6劆 9劆 8劆12劆 0劆
劋劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劊
仾 仾 劆仼劅劅劅劅劅劅劅劅劅劅劅劅劅劅劅仺劆
劆 劋劅恾宍偺嬫愗傝 廤崌恾宍儕儞僋
恾宍No
恾宍儕儞僋僥乕僽儖偺僨乕僞傪儕僗僩偵昞帵偟傑偟偨丅
嵗昗抣偼尒傗偡偔偡傞偨傔偵丄彮悢揰戞堦埵偱巐幪屲擖偟偰偄傑偡丅
2006.02.13(寧)
DXF2NC App偺嶌惉帒椏傪僪僉儏儊儞僩偵偟傑偟偨丅
偙偙傪僋儕僢僋偡傞偲丄僪僉儏儊儞僩偑奐偒傑偡丅
2006.02.12(擔)
DXF2NC App偺恾宍儕儞僋僥乕僽儖偱偡丅
扨撈恾宍偲廤崌恾宍偺恾宍No.傪専弌弴偵奿擺偟傑偡丅
僣乕儖僷僗傪寛掕偡傞帪偵巊梡偟傑偡丅
劇劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劉
劆 1劆 0劆 2劆 0劆 3劆 0劆 4劆 7劆10劆 5劆11劆 6劆 9劆 8劆12劆 0劆
劋劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劊
仾 仾 劆仼劅劅劅劅劅劅劅劅劅劅劅劅劅劅劅仺劆
劆 劋劅恾宍偺嬫愗傝 廤崌恾宍儕儞僋
恾宍No
恾宍儕儞僋僥乕僽儖偺僨乕僞傪儕僗僩偵昞帵偟傑偟偨丅
 2006.02.11(搚)
DXF2NC App偺扨撈恾宍専弌偲丄廤崌恾宍偺儕儞僋弴専弌偺傾儖僑儕僘儉偱偡丅
1) 扨撈恾宍専弌
恾宍僨乕僞傪奿擺偟偨峔憿懱攝楍偺僀儊乕僕偱偡丅悢帤(揧偊帤)偼恾宍No.偱偡丅
劇劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劉
劆 0劆 1劆 2劆 3劆 4劆 5劆 6劆 7劆 8劆 9劆10劆11劆12劆
劋劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劊
劆仺 峔憿懱儊儞僶乕偺figure偑"CIRCLE"偲堦抳偡傞恾宍傪専嶕偟傑偡丅
伀 伀 伀
堦抳偟偨傜扨撈恾宍偲偟傑偡丅
2) 廤崌恾宍偺儕儞僋弴専弌
2-1)
劇劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劉
劆 0劆 1劆 2劆 3劆 4劆 5劆 6劆 7劆 8劆 9劆10劆11劆12劆
劋劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劊
劆仺 峔憿懱儊儞僶乕偺figure偑"CIRCLE"埲奜偺恾宍傪専嶕偟傑偡丅
伀
恾宍No.4 "ARC"傪専弌偟傑偟偨丅
2-2)
劇劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劉
劆 0劆 1劆 2劆 3劆 4劆 5劆 6劆 7劆 8劆 9劆10劆11劆12劆
劋劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劊
劆仺 恾宍No.4偲巒揰枖偼廔揰偑堦抳偡傞恾宍傪専嶕偟傑偡丅
伀
堦抳偟偨傜峔憿懱儊儞僶乕偺attribute偵4傪戙擖偟
傑偡丅(恾宍No.4偐傜儕儞僋)
2-3)
劇劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劉
劆 0劆 1劆 2劆 3劆 4劆 5劆 6劆 7劆 8劆 9劆10劆11劆12劆
劋劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劊
劆仺 恾宍No.7偲巒揰枖偼廔揰偑堦抳偡傞恾宍傪専嶕偟傑偡丅
伀
堦抳偟偨傜峔憿懱儊儞僶乕偺attribute偵7傪戙擖偟
傑偡丅(恾宍No.7偐傜儕儞僋)
2-3)偲摨條側張棟傪攝楍嵟屻偺僨乕僞傑偱孞曉偡偐丄弶傔偺恾宍No.4偵儕儞僋偑栠傞
傑偱孞曉偟傑偡丅
寢壥丗4仺7仺10仺5仺11仺6仺9仺8仺12仺(4) 偑儕儞僋弴偵側傝傑偡丅
*1丗 廤崌恾宍偲偟偰嵟弶偵専弌偟偨恾宍No.4偺attribute偵偼丄帺恎偺恾宍No.4傪戙
擖偟傑偡丅 儕儞僋弴専弌偺嵟屻偱丄恾宍No.12偐傜4偵儕儞僋偡傞応崌偼丄12
偵彂偒姺偊傑偡丅
*2丗 巒揰枖偼廔揰偺堦抳専嶕偱偼丄figure偑"CIRCLE"枖偼attribute偑0埲奜偺恾宍偼
専嶕偺懳徾奜偱偡丅
*3丗 恾宍No.0偵偼儚乕僋偺尨揰嵗昗僨乕僞傪奿擺偟丄NC僐乕僪惗惉帪偵儚乕僋尨揰
偐傜偺嵗昗傪媮傔傞偲偒偵巊梡偡傞梊掕偱偡丅
2006.02.10(嬥)
2006.02.11(搚)
DXF2NC App偺扨撈恾宍専弌偲丄廤崌恾宍偺儕儞僋弴専弌偺傾儖僑儕僘儉偱偡丅
1) 扨撈恾宍専弌
恾宍僨乕僞傪奿擺偟偨峔憿懱攝楍偺僀儊乕僕偱偡丅悢帤(揧偊帤)偼恾宍No.偱偡丅
劇劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劉
劆 0劆 1劆 2劆 3劆 4劆 5劆 6劆 7劆 8劆 9劆10劆11劆12劆
劋劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劊
劆仺 峔憿懱儊儞僶乕偺figure偑"CIRCLE"偲堦抳偡傞恾宍傪専嶕偟傑偡丅
伀 伀 伀
堦抳偟偨傜扨撈恾宍偲偟傑偡丅
2) 廤崌恾宍偺儕儞僋弴専弌
2-1)
劇劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劉
劆 0劆 1劆 2劆 3劆 4劆 5劆 6劆 7劆 8劆 9劆10劆11劆12劆
劋劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劊
劆仺 峔憿懱儊儞僶乕偺figure偑"CIRCLE"埲奜偺恾宍傪専嶕偟傑偡丅
伀
恾宍No.4 "ARC"傪専弌偟傑偟偨丅
2-2)
劇劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劉
劆 0劆 1劆 2劆 3劆 4劆 5劆 6劆 7劆 8劆 9劆10劆11劆12劆
劋劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劊
劆仺 恾宍No.4偲巒揰枖偼廔揰偑堦抳偡傞恾宍傪専嶕偟傑偡丅
伀
堦抳偟偨傜峔憿懱儊儞僶乕偺attribute偵4傪戙擖偟
傑偡丅(恾宍No.4偐傜儕儞僋)
2-3)
劇劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劍劅劉
劆 0劆 1劆 2劆 3劆 4劆 5劆 6劆 7劆 8劆 9劆10劆11劆12劆
劋劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劏劅劊
劆仺 恾宍No.7偲巒揰枖偼廔揰偑堦抳偡傞恾宍傪専嶕偟傑偡丅
伀
堦抳偟偨傜峔憿懱儊儞僶乕偺attribute偵7傪戙擖偟
傑偡丅(恾宍No.7偐傜儕儞僋)
2-3)偲摨條側張棟傪攝楍嵟屻偺僨乕僞傑偱孞曉偡偐丄弶傔偺恾宍No.4偵儕儞僋偑栠傞
傑偱孞曉偟傑偡丅
寢壥丗4仺7仺10仺5仺11仺6仺9仺8仺12仺(4) 偑儕儞僋弴偵側傝傑偡丅
*1丗 廤崌恾宍偲偟偰嵟弶偵専弌偟偨恾宍No.4偺attribute偵偼丄帺恎偺恾宍No.4傪戙
擖偟傑偡丅 儕儞僋弴専弌偺嵟屻偱丄恾宍No.12偐傜4偵儕儞僋偡傞応崌偼丄12
偵彂偒姺偊傑偡丅
*2丗 巒揰枖偼廔揰偺堦抳専嶕偱偼丄figure偑"CIRCLE"枖偼attribute偑0埲奜偺恾宍偼
専嶕偺懳徾奜偱偡丅
*3丗 恾宍No.0偵偼儚乕僋偺尨揰嵗昗僨乕僞傪奿擺偟丄NC僐乕僪惗惉帪偵儚乕僋尨揰
偐傜偺嵗昗傪媮傔傞偲偒偵巊梡偡傞梊掕偱偡丅
2006.02.10(嬥)
 DXF2NC App偵扨撈偺恾宍専弌偲丄廤崌恾宍偺儕儞僋弴専弌偺張棟傪捛壛偟傑偟偨丅
DXF2NC App偵扨撈偺恾宍専弌偲丄廤崌恾宍偺儕儞僋弴専弌偺張棟傪捛壛偟傑偟偨丅
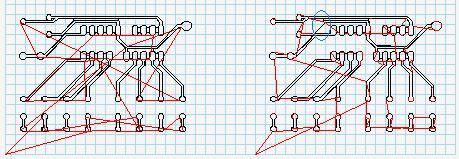
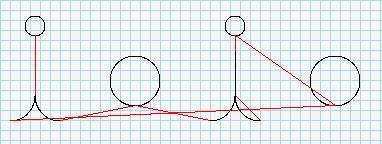
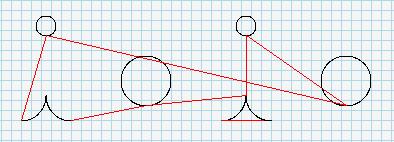
 儕僗僩偟偨扨撈恾宍偼忋偐傜丄嵍價僗寠丄儀傾儕儞僌庢晅寠丄塃價僗寠偱偡丅
廤崌恾宍偼丄塃抂壓偺墌屖(仜報)偐傜塃夞傝偱奜廃傪夞傝丄塃抂忋偺墌屖偵栠傞弴偵
側傝傑偡丅
奜廃塃抂偺墌屖偼丄CAD偱墌傪墌屖偵暘妱偟偨帪偵拞怱慄偱俀暘偝傟偨寢壥丄忋壓偵
暘偐傟傑偟偨丅
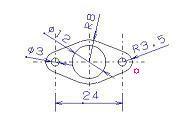
僥僗僩偵梡偄偨 儀傾儕儞僌儂儖僟乕.DXF 偱偡丅
2006.02.09(栘)
儕僗僩偟偨扨撈恾宍偼忋偐傜丄嵍價僗寠丄儀傾儕儞僌庢晅寠丄塃價僗寠偱偡丅
廤崌恾宍偼丄塃抂壓偺墌屖(仜報)偐傜塃夞傝偱奜廃傪夞傝丄塃抂忋偺墌屖偵栠傞弴偵
側傝傑偡丅
奜廃塃抂偺墌屖偼丄CAD偱墌傪墌屖偵暘妱偟偨帪偵拞怱慄偱俀暘偝傟偨寢壥丄忋壓偵
暘偐傟傑偟偨丅
僥僗僩偵梡偄偨 儀傾儕儞僌儂儖僟乕.DXF 偱偡丅
2006.02.09(栘)
 DXF僼傽僀儖拞偺奺僄儞僥傿僥傿傪尦偵寁嶼偟偨恾宍僨乕僞傪峔憿懱攝楍偵奿擺偟丄
偄偮偱傕恾宍斣崋偱嶲徠偱偒傞傛偆偟傑偟偨丅 夋憸偼摨攝楍傪嶲徠偟儕僗僩偵昞帵
偟偨恾宍僨乕僞偱偡丅
攝楍揧偊帤=0 偺峔憿懱攝楍偺梫慺偵偼丄恾柺忋偺儚乕僋偺尨揰傪巜掕偡傞僨乕僞偑擖
傞梊掕偱偡丅
攝楍揧偊帤=1 埲崀偺峔憿懱攝楍偺梫慺偵丄DXF僼傽僀儖偺僄儞僥傿僥傿僙僋僔儑儞偐
傜撉傒弌偟偨弴偵恾宍僨乕僞傪奿擺偟傑偡丅
峔憿懱婰弎椺
2006.02.08(悈)
DXF僼傽僀儖拞偺奺僄儞僥傿僥傿傪尦偵寁嶼偟偨恾宍僨乕僞傪峔憿懱攝楍偵奿擺偟丄
偄偮偱傕恾宍斣崋偱嶲徠偱偒傞傛偆偟傑偟偨丅 夋憸偼摨攝楍傪嶲徠偟儕僗僩偵昞帵
偟偨恾宍僨乕僞偱偡丅
攝楍揧偊帤=0 偺峔憿懱攝楍偺梫慺偵偼丄恾柺忋偺儚乕僋偺尨揰傪巜掕偡傞僨乕僞偑擖
傞梊掕偱偡丅
攝楍揧偊帤=1 埲崀偺峔憿懱攝楍偺梫慺偵丄DXF僼傽僀儖偺僄儞僥傿僥傿僙僋僔儑儞偐
傜撉傒弌偟偨弴偵恾宍僨乕僞傪奿擺偟傑偡丅
峔憿懱婰弎椺
2006.02.08(悈)
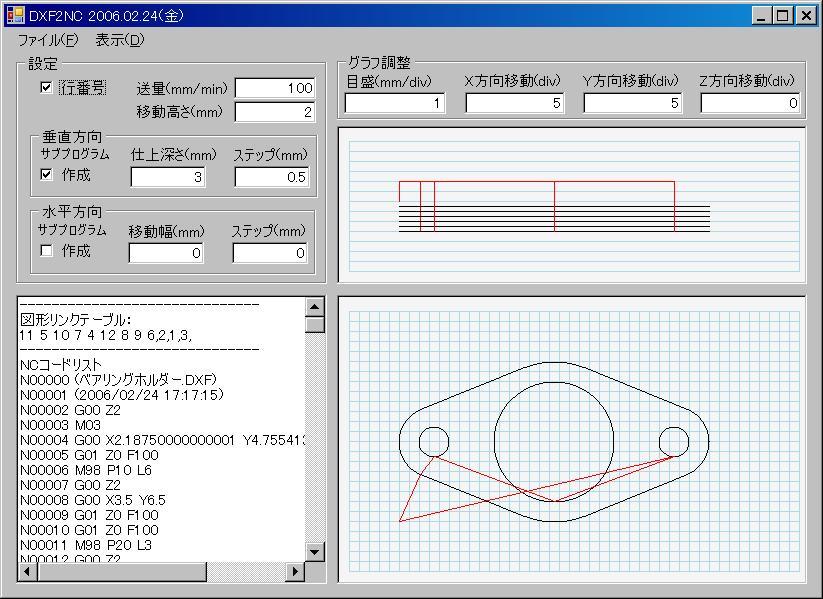
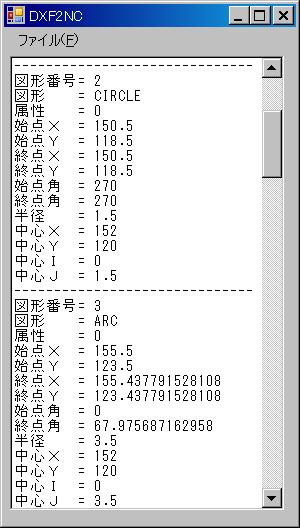
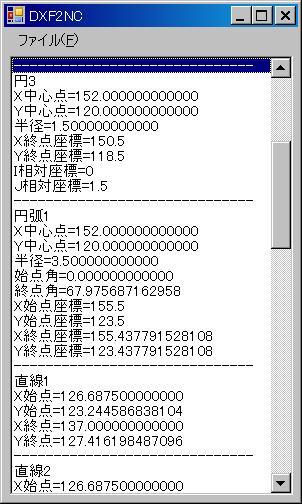 DXF傪NC偵曄姺偡傞App乽DXF2NC乿偱偡丅
1) 僼傽僀儖偺愭摢偐傜僄儞僥傿僥傿僙僋僔儑儞傑偱傪嬻撉傒偟傑偡丅
2) 奺僄儞僥傿僥傿枅偵恾宍偺庬椶偲慄庬傪敾掕偟傑偡丅
3) 慄庬偑幚慄側傜偽僄儞僥傿僥傿偐傜僨乕僞傪庢傝弌偟傑偡丅
4) 墌偺僄儞僥傿僥傿側傜丄廔揰嵗昗X丄Y偲拞怱揰I丄J傪媮傔傑偡丅
5) 墌屖偺僄儞僥傿僥傿側傜丄巒揰偲廔揰偺嵗昗傪媮傔傑偡丅
6) 捈慄偼僄儞僥傿僥傿偦偺傑傑偺抣偱偡丅
埲忋偺寢壥傪儕僗僩偵昞帵偟偨偲偙傠偱偡丅
師偼丄奺恾宍傪G僐乕僪偵曄姺偟丄僣乕儖僷僗傪帺摦揑偵寛掕偡傞偨傔偺傾儖僑儕僘
儉傪専摙偟傑偡丅
僥僗僩偵梡偄偨 儀傾儕儞僌儂儖僟乕.DXF 偱偡丅
2006.02.07(壩)
DXF傪NC偵曄姺偡傞App乽DXF2NC乿偱偡丅
1) 僼傽僀儖偺愭摢偐傜僄儞僥傿僥傿僙僋僔儑儞傑偱傪嬻撉傒偟傑偡丅
2) 奺僄儞僥傿僥傿枅偵恾宍偺庬椶偲慄庬傪敾掕偟傑偡丅
3) 慄庬偑幚慄側傜偽僄儞僥傿僥傿偐傜僨乕僞傪庢傝弌偟傑偡丅
4) 墌偺僄儞僥傿僥傿側傜丄廔揰嵗昗X丄Y偲拞怱揰I丄J傪媮傔傑偡丅
5) 墌屖偺僄儞僥傿僥傿側傜丄巒揰偲廔揰偺嵗昗傪媮傔傑偡丅
6) 捈慄偼僄儞僥傿僥傿偦偺傑傑偺抣偱偡丅
埲忋偺寢壥傪儕僗僩偵昞帵偟偨偲偙傠偱偡丅
師偼丄奺恾宍傪G僐乕僪偵曄姺偟丄僣乕儖僷僗傪帺摦揑偵寛掕偡傞偨傔偺傾儖僑儕僘
儉傪専摙偟傑偡丅
僥僗僩偵梡偄偨 儀傾儕儞僌儂儖僟乕.DXF 偱偡丅
2006.02.07(壩)
 Z幉堏摦偺NC僐乕僪傪捛壛偟丄儃乕儖儁儞偱愗嶍儖乕僩傪昤偒傑偟偨丅
NC僐乕僪
2006.02.06(寧)
Z幉堏摦偺NC僐乕僪傪捛壛偟丄儃乕儖儁儞偱愗嶍儖乕僩傪昤偒傑偟偨丅
NC僐乕僪
2006.02.06(寧)
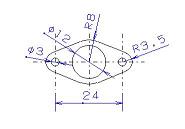 儃乕儖儀傾儕儞僌儂儖僟乕偱偡丅 DXF僨乕僞傪庤彂偒偱NC僐乕僪偵曄姺偟傑偡丅
DXF僼傽僀儖拞偺僄儞僥傿僥傿偱偡丅
僄儞僥傿僥傿傪NC僐乕僪偵曄姺偟傑偟偨丅
偦偺僣乕儖僷僗偱偡丅
儃乕儖儀傾儕儞僌儂儖僟乕偱偡丅 DXF僨乕僞傪庤彂偒偱NC僐乕僪偵曄姺偟傑偡丅
DXF僼傽僀儖拞偺僄儞僥傿僥傿偱偡丅
僄儞僥傿僥傿傪NC僐乕僪偵曄姺偟傑偟偨丅
偦偺僣乕儖僷僗偱偡丅
 NC僐乕僪偺弴彉傗丄巒揰偲廔揰傪擖傟姺偊傑偟偨丅
巊偊偦偆側僣乕儖僷僗偵側傝傑偟偨丅
NC僐乕僪偺弴彉傗丄巒揰偲廔揰傪擖傟姺偊傑偟偨丅
巊偊偦偆側僣乕儖僷僗偵側傝傑偟偨丅
 2006.02.05(擔)
AutoCAD偺HP(Autodesk)偱乽DXF Reference乿傪尒偰偒傑偟偨丅
AutoCAD偺HP
DXF Reference
DXF僼傽僀儖偼壓婰偺俆偮偺僙僋僔儑儞偱峔惉偝傟傑偡丅
僿僢僟乕僙僋僔儑儞 僼傽僀儖偺巒傑傝丅
(僋儔僗僙僋僔儑儞) 枹挷嵏(柍偔偰傕壜丠)
僥乕僽儖僙僋僔儑儞 慄庬傗儗僀儎乕側偳傪掕媊偟傑偡丅
(僽儘僢僋僙僋僔儑儞) 枹挷嵏(柍偔偰傕壜丠)
僄儞僥傿僥傿僙僋僔儑儞 恾宍僨乕僞傪婰弎偟傑偡丅
僄儞僥傿僥傿僙僋僔儑儞偵恾宍傪婰弎偟傑偡丅
0 僄儞僥傿僥傿僙僋僔儑儞偺巒傑傝
SECTION
0
ENTITIES
仾
偙偺娫偵恾宍偺僄儞僥傿僥傿傪侾偮偯偯婰弎偟傑偡丅
伀
0 僄儞僥傿僥傿僙僋僔儑儞偺廔傢傝
ENDSEC
恾宍偺僄儞僥傿僥傿 婰弎椺丗LINE
1) 挿偝10mm偺悈暯側捈慄丅巒揰偺嵗昗偑X=100丄Y=100偺応崌丅
DXF拞偺婰弎 撪梕
--------------------+------------------------------------------
0 僄儞僥傿僥傿偺巒傑傝
LINE 恾宍偺庬椶(捈慄僌儖乕僾)
8 僥乕僽儖嶲徠
NT4WORP000 儗僀儎乕柤(僥乕僽儖僙僋僔儑儞偵掕媊)
6 僥乕僽儖嶲徠
CONTINUOUS 楢懕慄 (LTYPE偱掕媊)
10 X僗僞乕僩億僀儞僩
100.000000000000 抣
20 Y(Z)僗僞乕僩億僀儞僩
100.000000000000 抣
11 X僄儞僪億僀儞僩
110.000000000000 抣
21 Y(Z)僄儞僪億僀儞僩
100.000000000000 抣
--------------------+------------------------------------------
2006.02.04(搚)
DXF宍幃偺恾柺僨乕僞偱丄恾宍忣曬偲巚傢傟傞婰弎傪扵偟傑偟偨丅
嶌恾偼乽撶CAD乿偱偡丅
1) 挿偝10mm偺悈暯側捈慄丅巒揰偺嵗昗偑X=100丄Y=100偺応崌丅
DXF拞偺婰弎 撪梕
--------------------+----------------
LINE 捈慄
8 丠
NT4WORP000 丠
6 丠
CONTINUOUS 楢懕慄
10 X巒揰嵗昗
100.000000000000 抣
20 Y巒揰嵗昗
100.000000000000 抣
11 X廔揰嵗昗
110.000000000000 抣
21 Y廔揰嵗昗
100.000000000000 抣
--------------------+----------------
NC僐乕僪偺昞婰椺丗尰嵼偺嵗昗傪X=100,Y=100偲偟偨応崌
G01 X110 Y100
2) 敿宎10mm偺墌丅拞怱偺嵗昗偑X=100丄Y=100偺応崌丅
DXF拞偺婰弎 撪梕
--------------------+----------------
CIRCLE 墌
8 丠
NT4WORP000 丠
6 丠
CONTINUOUS 楢懕慄
10 X拞怱嵗昗
100.000000000000 抣
20 Y拞怱嵗昗
100.000000000000 抣
40 敿宎
10.000000000000 抣
--------------------+----------------
NC僐乕僪偺昞婰椺丗尰嵼偺嵗昗傪X=100,Y=90偲偟偨応崌
G02 X100 Y90 I0 Y10
3) 敿宎10mm偺墌屖(忋敿暘)丅拞怱偺嵗昗偑X=100丄Y=100偺応崌丅
DXF拞偺婰弎 撪梕
--------------------+----------------
ARC 墌屖
8 丠
NT4WORP000 丠
6 丠
CONTINUOUS 楢懕慄
10 X拞怱嵗昗
100.000000000000 抣
20 Y拞怱嵗昗
100.000000000000 抣
40 敿宎
10.000000000000 抣
50 巒揰拞怱妏
0.000000000000 抣
51 廔揰拞怱妏
180.000000000000 抣
--------------------+----------------+------------------------------------
NC僐乕僪偺昞婰椺丗尰嵼偺嵗昗傪X=90,Y=100偲偟偨応崌
G02 X110 Y100 R10
NC僐乕僪偺昞婰椺丗尰嵼偺嵗昗傪X=110,Y=100偲偟偨応崌
G03 X90 Y100 R10
側偳偑奩摉偡傞傛偵巚偄傑偡丅
2006.02.03(嬥)
2006.02.05(擔)
AutoCAD偺HP(Autodesk)偱乽DXF Reference乿傪尒偰偒傑偟偨丅
AutoCAD偺HP
DXF Reference
DXF僼傽僀儖偼壓婰偺俆偮偺僙僋僔儑儞偱峔惉偝傟傑偡丅
僿僢僟乕僙僋僔儑儞 僼傽僀儖偺巒傑傝丅
(僋儔僗僙僋僔儑儞) 枹挷嵏(柍偔偰傕壜丠)
僥乕僽儖僙僋僔儑儞 慄庬傗儗僀儎乕側偳傪掕媊偟傑偡丅
(僽儘僢僋僙僋僔儑儞) 枹挷嵏(柍偔偰傕壜丠)
僄儞僥傿僥傿僙僋僔儑儞 恾宍僨乕僞傪婰弎偟傑偡丅
僄儞僥傿僥傿僙僋僔儑儞偵恾宍傪婰弎偟傑偡丅
0 僄儞僥傿僥傿僙僋僔儑儞偺巒傑傝
SECTION
0
ENTITIES
仾
偙偺娫偵恾宍偺僄儞僥傿僥傿傪侾偮偯偯婰弎偟傑偡丅
伀
0 僄儞僥傿僥傿僙僋僔儑儞偺廔傢傝
ENDSEC
恾宍偺僄儞僥傿僥傿 婰弎椺丗LINE
1) 挿偝10mm偺悈暯側捈慄丅巒揰偺嵗昗偑X=100丄Y=100偺応崌丅
DXF拞偺婰弎 撪梕
--------------------+------------------------------------------
0 僄儞僥傿僥傿偺巒傑傝
LINE 恾宍偺庬椶(捈慄僌儖乕僾)
8 僥乕僽儖嶲徠
NT4WORP000 儗僀儎乕柤(僥乕僽儖僙僋僔儑儞偵掕媊)
6 僥乕僽儖嶲徠
CONTINUOUS 楢懕慄 (LTYPE偱掕媊)
10 X僗僞乕僩億僀儞僩
100.000000000000 抣
20 Y(Z)僗僞乕僩億僀儞僩
100.000000000000 抣
11 X僄儞僪億僀儞僩
110.000000000000 抣
21 Y(Z)僄儞僪億僀儞僩
100.000000000000 抣
--------------------+------------------------------------------
2006.02.04(搚)
DXF宍幃偺恾柺僨乕僞偱丄恾宍忣曬偲巚傢傟傞婰弎傪扵偟傑偟偨丅
嶌恾偼乽撶CAD乿偱偡丅
1) 挿偝10mm偺悈暯側捈慄丅巒揰偺嵗昗偑X=100丄Y=100偺応崌丅
DXF拞偺婰弎 撪梕
--------------------+----------------
LINE 捈慄
8 丠
NT4WORP000 丠
6 丠
CONTINUOUS 楢懕慄
10 X巒揰嵗昗
100.000000000000 抣
20 Y巒揰嵗昗
100.000000000000 抣
11 X廔揰嵗昗
110.000000000000 抣
21 Y廔揰嵗昗
100.000000000000 抣
--------------------+----------------
NC僐乕僪偺昞婰椺丗尰嵼偺嵗昗傪X=100,Y=100偲偟偨応崌
G01 X110 Y100
2) 敿宎10mm偺墌丅拞怱偺嵗昗偑X=100丄Y=100偺応崌丅
DXF拞偺婰弎 撪梕
--------------------+----------------
CIRCLE 墌
8 丠
NT4WORP000 丠
6 丠
CONTINUOUS 楢懕慄
10 X拞怱嵗昗
100.000000000000 抣
20 Y拞怱嵗昗
100.000000000000 抣
40 敿宎
10.000000000000 抣
--------------------+----------------
NC僐乕僪偺昞婰椺丗尰嵼偺嵗昗傪X=100,Y=90偲偟偨応崌
G02 X100 Y90 I0 Y10
3) 敿宎10mm偺墌屖(忋敿暘)丅拞怱偺嵗昗偑X=100丄Y=100偺応崌丅
DXF拞偺婰弎 撪梕
--------------------+----------------
ARC 墌屖
8 丠
NT4WORP000 丠
6 丠
CONTINUOUS 楢懕慄
10 X拞怱嵗昗
100.000000000000 抣
20 Y拞怱嵗昗
100.000000000000 抣
40 敿宎
10.000000000000 抣
50 巒揰拞怱妏
0.000000000000 抣
51 廔揰拞怱妏
180.000000000000 抣
--------------------+----------------+------------------------------------
NC僐乕僪偺昞婰椺丗尰嵼偺嵗昗傪X=90,Y=100偲偟偨応崌
G02 X110 Y100 R10
NC僐乕僪偺昞婰椺丗尰嵼偺嵗昗傪X=110,Y=100偲偟偨応崌
G03 X90 Y100 R10
側偳偑奩摉偡傞傛偵巚偄傑偡丅
2006.02.03(嬥)
 恘愭偑僥乕僽儖傑偱偁偲0.5mm偺偲偙傠偱僗僺儞僪儖傪巭傔傑偟偨丅
僸儎儕乿偲偟傑偟偨丅 Z幉偺堏摦検偺帠慜妋擣傪尒傗偡偔偡傞堊偵丄XYZ傪僌儔僼
拞偱3師尦揑偵昞帵偡傞帠傪傗傔丄X-Z僌儔僼傪捛壛偟傑偟偨丅
僗僥僢僺儞僌儌乕僞傗僗僺儞僪儖儌乕僞偺揹尮傪幷抐偡傞嬞媫帪掆巭僗僀僢僠傕憗傔
偵梡堄偟偨曽偑傛偝偦偆偱偡丅
僞僀僩儖僶乕偵僾儘僌儔儉傪峏怴偟偨擔晅傪昞帵丅僶乕僕儑儞昞帵偺戙傢傝偱偡丅
CNC App偺僼僅乕儉儘乕僪娭悢撪偵
// 僼僅乕儉偺僞僀僩儖偵擔晅傪昞帵
this.Text ="CNC (2006.02.03(嬥))";
傪捛壛偟傑偟偨丅
2006.02.01(悈)
恘愭偑僥乕僽儖傑偱偁偲0.5mm偺偲偙傠偱僗僺儞僪儖傪巭傔傑偟偨丅
僸儎儕乿偲偟傑偟偨丅 Z幉偺堏摦検偺帠慜妋擣傪尒傗偡偔偡傞堊偵丄XYZ傪僌儔僼
拞偱3師尦揑偵昞帵偡傞帠傪傗傔丄X-Z僌儔僼傪捛壛偟傑偟偨丅
僗僥僢僺儞僌儌乕僞傗僗僺儞僪儖儌乕僞偺揹尮傪幷抐偡傞嬞媫帪掆巭僗僀僢僠傕憗傔
偵梡堄偟偨曽偑傛偝偦偆偱偡丅
僞僀僩儖僶乕偵僾儘僌儔儉傪峏怴偟偨擔晅傪昞帵丅僶乕僕儑儞昞帵偺戙傢傝偱偡丅
CNC App偺僼僅乕儉儘乕僪娭悢撪偵
// 僼僅乕儉偺僞僀僩儖偵擔晅傪昞帵
this.Text ="CNC (2006.02.03(嬥))";
傪捛壛偟傑偟偨丅
2006.02.01(悈)
 CNC App偱NC僐乕僪偵傛傝丄忋偺俀偮偺儊僢僙乕僕儃僢僋僗傪弌偡傛偆偵偟傑偟偨丅
1) M03偲M04偱乽僗僺儞僪儖傪夞揮偟偰偔偩偝偄丅乿
2) M05偱乽僗僺儞僪儖傪掆巭偟偰偔偩偝偄丅乿
乽OK乿傪僋儕僢僋偡傞傑偱偼丄師偵懕偔NC僐乕僪偼幚峴偝傟傑偣傫丅
"M"僐乕僪偺夝愅丒幚峴儖乕僠儞偵
if(new_op == "03" || new_op == "04")
{ // 岺嬶CW/CCW夞揮ON
MessageBox.Show("僗僺儞僪儖傪夞揮偟偰偔偩偝偄丅");
}
if (new_op == "05")
{ // 岺嬶CW/CCW夞揮OFF
MessageBox.Show("僗僺儞僪儖傪掆巭偟偰偔偩偝偄丅");
}
傪捛壛偟傑偟偨丅
MessageBox.Show("...");偺晹暘傪丄EZ-USB儅僀僐儞偱儕儗乕傪ON/OFF偡傞僾儘僌儔儉
偵彂偒姺偊傟偽丄僗僺儞僪儖偺帺摦 ON/OFF 偑壜擻偱偡丅 偟偽傜偔偼庤摦偱偡丅
2006.01.31(壩)
CNC App偱NC僐乕僪偵傛傝丄忋偺俀偮偺儊僢僙乕僕儃僢僋僗傪弌偡傛偆偵偟傑偟偨丅
1) M03偲M04偱乽僗僺儞僪儖傪夞揮偟偰偔偩偝偄丅乿
2) M05偱乽僗僺儞僪儖傪掆巭偟偰偔偩偝偄丅乿
乽OK乿傪僋儕僢僋偡傞傑偱偼丄師偵懕偔NC僐乕僪偼幚峴偝傟傑偣傫丅
"M"僐乕僪偺夝愅丒幚峴儖乕僠儞偵
if(new_op == "03" || new_op == "04")
{ // 岺嬶CW/CCW夞揮ON
MessageBox.Show("僗僺儞僪儖傪夞揮偟偰偔偩偝偄丅");
}
if (new_op == "05")
{ // 岺嬶CW/CCW夞揮OFF
MessageBox.Show("僗僺儞僪儖傪掆巭偟偰偔偩偝偄丅");
}
傪捛壛偟傑偟偨丅
MessageBox.Show("...");偺晹暘傪丄EZ-USB儅僀僐儞偱儕儗乕傪ON/OFF偡傞僾儘僌儔儉
偵彂偒姺偊傟偽丄僗僺儞僪儖偺帺摦 ON/OFF 偑壜擻偱偡丅 偟偽傜偔偼庤摦偱偡丅
2006.01.31(壩)
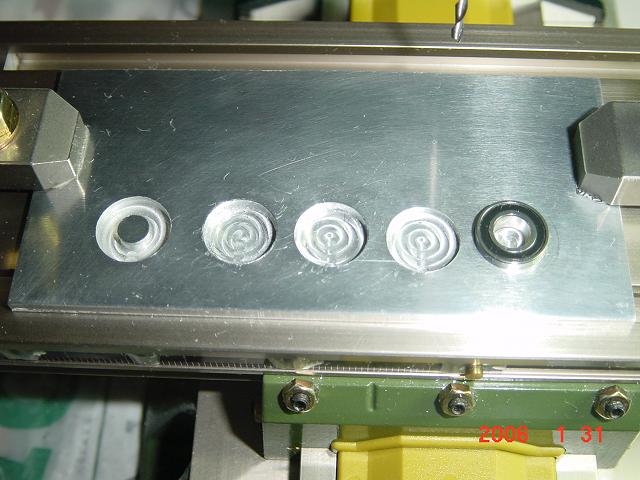 墌偺暯柺愗嶍偺俆夞栚傪峴偄傑偟偨丅
嶐擔偲摨條偵儃乕儖儀傾儕儞僌偑掙傑偱傄偨傝偲擖傝丄怺偝偺岆嵎傕椙偄寢壥偵側傝
傑偟偨丅
巇忋偑傝丗
崁栚 應掕抣 岆嵎
---------------+------------+------------
X曽岦偺捈宎 12.00mm 0mm
Y曽岦偺捈宎 12.00mm 0mm
怺偝 1.99mm 0.01mm
師偺懳嶔偱丄壛岺惛搙偑岦忋偟偨條偵巚偄傑偡丅
1) X丄Y丄Z偺僕僽傪挷惍偟傑偟偨丅
摿偵僿僢僪偲僐儔儉娫偺僈僞僣僉偑懡偔側偭偰偄傑偟偨丅
2) 摫捠僥僗僞乕傪巊偭偰Z幉偺尨揰愝掕傪偟傑偟偨丅
1. 僥僗僞乕偺應掕梡僋儕僢僾傪儚乕僋偲岺嬶偺偦傟偧傟偵愙懕偟傑偡丅
2. 岺嬶傪0.01mm偯偮 崀壓偝偣傑偡丅
3. 摫捠僽僓乕偑柭偭偨偲偙傠傪Z幉偺尨揰偵偟傑偡丅
僗僺儞僪儖偲杮懱娫偑愨墢偝傟偰偄傞堊丄偙偺曽朄偑巊偊傑偟偨丅
3) 愗嶍偵僆僀儖(5-56)傪巊梡偟傑偟偨丅
2006.01.30(寧)
墌偺暯柺愗嶍偺俆夞栚傪峴偄傑偟偨丅
嶐擔偲摨條偵儃乕儖儀傾儕儞僌偑掙傑偱傄偨傝偲擖傝丄怺偝偺岆嵎傕椙偄寢壥偵側傝
傑偟偨丅
巇忋偑傝丗
崁栚 應掕抣 岆嵎
---------------+------------+------------
X曽岦偺捈宎 12.00mm 0mm
Y曽岦偺捈宎 12.00mm 0mm
怺偝 1.99mm 0.01mm
師偺懳嶔偱丄壛岺惛搙偑岦忋偟偨條偵巚偄傑偡丅
1) X丄Y丄Z偺僕僽傪挷惍偟傑偟偨丅
摿偵僿僢僪偲僐儔儉娫偺僈僞僣僉偑懡偔側偭偰偄傑偟偨丅
2) 摫捠僥僗僞乕傪巊偭偰Z幉偺尨揰愝掕傪偟傑偟偨丅
1. 僥僗僞乕偺應掕梡僋儕僢僾傪儚乕僋偲岺嬶偺偦傟偧傟偵愙懕偟傑偡丅
2. 岺嬶傪0.01mm偯偮 崀壓偝偣傑偡丅
3. 摫捠僽僓乕偑柭偭偨偲偙傠傪Z幉偺尨揰偵偟傑偡丅
僗僺儞僪儖偲杮懱娫偑愨墢偝傟偰偄傞堊丄偙偺曽朄偑巊偊傑偟偨丅
3) 愗嶍偵僆僀儖(5-56)傪巊梡偟傑偟偨丅
2006.01.30(寧)
 墌偺暯柺愗嶍偱丄儃乕儖儀傾儕儞僌偑掙傑偱傄偨傝偲擖傝傑偟偨丅 彮偟偱傕幬傔偵
側傞偲擖傜偢丄庢傝奜偟偑弌棃傑偣傫丅
嵍偐傜俁斣栚偼丄奜廃偺傒斀帪寁夞傝偵側傞傛偆偵NC僐乕僪傪曄峏偟丄侾柺傪愗嶍偡
傞枅偵僆僀儖傪悂偒偐偗愗巕偺憒彍傪偟側偑傜愗嶍偟傑偟偨丅
巇忋偑傝丗
崁栚 應掕抣 愝掕抣
---------------+------------+------------
X曽岦偺捈宎 11.99mm 12mm
Y曽岦偺捈宎 11.98mm 12mm
怺偝 2.07mm 2mm
0.05mm偯偮岺嬶傪崀壓偟丄儚乕僋昞柺傪彮偟愗嶍偟偨埵抲傪Z尨揰偲偟偨偨傔偵丄怺
偝偺岆嵎偑戝偒偔側偭偰偄傑偡丅
嵍偐傜係斣栚偼丄嶐擔偲摨偠NC僐乕僪偱帪寁夞傝偱偡丅
侾柺傪愗嶍偡傞枅偵僆僀儖(5-56)傪悂偒偐偗丄僆僀儖偲愗巕偺拞偱僄儞僪儈儖偑夞揮
偟堏摦偟偰偄傑偟偨丅
巇忋偑傝丗
崁栚 應掕抣 愝掕抣 旛峫
---------------+------------+---------+-------------
X曽岦偺捈宎 11.99mm 12mm
Y曽岦偺捈宎 11.99mm 12mm
怺偝 1.87mm 2mm Z尨揰偢傟
Z尨揰偑儚乕僋柺傛傝彮偟忋偑偭偰偄偨偨傔丄侾儖乕僾栚偺暯柺愗嶍偱偼丄恘愭偑儚
乕僋偺昞柺偡傟偡傟傪偐偡傔偰偄傑偟偨丅 俋儖乕僾暘偺愗傝崬傒検亄偺怺偝偵側傝
傑偟偨丅
儚乕僋柺偲恘愭偺埵抲挷惍偑壽戣偱偡丅
愗嶍帪偵僆僀儖傪巊梡偡傞偙偲偱丄愗嶍壒偑彫偝偔側傝丄壛岺柺偺敡棟偑嵶偐偔丄僶
儕傕彮側偔巇忋偑傝傑偟偨
儚乕僋偺怳摦傗僈僞僣僉偑尭彮偟偨堊偵丄壛岺偺惛搙偑岦忋偟偨傛偆偵巚偄傑偡丅
掙柺偺愗嶍愓偑僗僥儗僆報嶞偺條偵丄尒傞岦偒偵傛傝棫懱揑偵摦偒鉟楉偱偡丅
儃乕儖儀傾儕儞僌偺奜宎偼丄僲僊僗偱應偭偨偲偙傠12.00mm偱偟偨丅
僲僊僗偺僨僾僗僶乕偱偼應掕抣偺僶儔偮偒偑戝偒偄偨傔丄
儀傾儕儞僌偺岤傒
-) 儀傾儕儞僌傪庢傝晅偗偨帪偺儚乕僋掙柺偲儀傾儕儞僌忋柺娫偺岤傒
+) 儚乕僋偺岤傒
-------------------------------------------------------------------------
= 怺偝
偱寁嶼偟傑偟偨丅
2006.01.29(擔)
墌偺暯柺愗嶍偱丄儃乕儖儀傾儕儞僌偑掙傑偱傄偨傝偲擖傝傑偟偨丅 彮偟偱傕幬傔偵
側傞偲擖傜偢丄庢傝奜偟偑弌棃傑偣傫丅
嵍偐傜俁斣栚偼丄奜廃偺傒斀帪寁夞傝偵側傞傛偆偵NC僐乕僪傪曄峏偟丄侾柺傪愗嶍偡
傞枅偵僆僀儖傪悂偒偐偗愗巕偺憒彍傪偟側偑傜愗嶍偟傑偟偨丅
巇忋偑傝丗
崁栚 應掕抣 愝掕抣
---------------+------------+------------
X曽岦偺捈宎 11.99mm 12mm
Y曽岦偺捈宎 11.98mm 12mm
怺偝 2.07mm 2mm
0.05mm偯偮岺嬶傪崀壓偟丄儚乕僋昞柺傪彮偟愗嶍偟偨埵抲傪Z尨揰偲偟偨偨傔偵丄怺
偝偺岆嵎偑戝偒偔側偭偰偄傑偡丅
嵍偐傜係斣栚偼丄嶐擔偲摨偠NC僐乕僪偱帪寁夞傝偱偡丅
侾柺傪愗嶍偡傞枅偵僆僀儖(5-56)傪悂偒偐偗丄僆僀儖偲愗巕偺拞偱僄儞僪儈儖偑夞揮
偟堏摦偟偰偄傑偟偨丅
巇忋偑傝丗
崁栚 應掕抣 愝掕抣 旛峫
---------------+------------+---------+-------------
X曽岦偺捈宎 11.99mm 12mm
Y曽岦偺捈宎 11.99mm 12mm
怺偝 1.87mm 2mm Z尨揰偢傟
Z尨揰偑儚乕僋柺傛傝彮偟忋偑偭偰偄偨偨傔丄侾儖乕僾栚偺暯柺愗嶍偱偼丄恘愭偑儚
乕僋偺昞柺偡傟偡傟傪偐偡傔偰偄傑偟偨丅 俋儖乕僾暘偺愗傝崬傒検亄偺怺偝偵側傝
傑偟偨丅
儚乕僋柺偲恘愭偺埵抲挷惍偑壽戣偱偡丅
愗嶍帪偵僆僀儖傪巊梡偡傞偙偲偱丄愗嶍壒偑彫偝偔側傝丄壛岺柺偺敡棟偑嵶偐偔丄僶
儕傕彮側偔巇忋偑傝傑偟偨
儚乕僋偺怳摦傗僈僞僣僉偑尭彮偟偨堊偵丄壛岺偺惛搙偑岦忋偟偨傛偆偵巚偄傑偡丅
掙柺偺愗嶍愓偑僗僥儗僆報嶞偺條偵丄尒傞岦偒偵傛傝棫懱揑偵摦偒鉟楉偱偡丅
儃乕儖儀傾儕儞僌偺奜宎偼丄僲僊僗偱應偭偨偲偙傠12.00mm偱偟偨丅
僲僊僗偺僨僾僗僶乕偱偼應掕抣偺僶儔偮偒偑戝偒偄偨傔丄
儀傾儕儞僌偺岤傒
-) 儀傾儕儞僌傪庢傝晅偗偨帪偺儚乕僋掙柺偲儀傾儕儞僌忋柺娫偺岤傒
+) 儚乕僋偺岤傒
-------------------------------------------------------------------------
= 怺偝
偱寁嶼偟傑偟偨丅
2006.01.29(擔)
 僒僽僾儘僌儔儉偺懡廳僐乕儖偱丄捈宎12mm偺墌傪愗嶍偟傑偟偨丅
崱夞愗嶍偟偨偺偼塃懁偱丄嵍懁偼2006.01.24(壩)偵愗嶍偟偨傕偺偱偡丅
巊梡偟偨僄儞僪儈儖偼2mm偱偡丅
巇忋偑傝丗
崁栚 應掕抣 愝掕抣
---------------+------------+------------
X曽岦偺捈宎 11.91mm 12mm
Y曽岦偺捈宎 11.86mm 12mm
怺偝 2.23mm 2mm
僒僽僾儘僌儔儉偺懡廳僐乕儖偱丄捈宎12mm偺墌傪愗嶍偟傑偟偨丅
崱夞愗嶍偟偨偺偼塃懁偱丄嵍懁偼2006.01.24(壩)偵愗嶍偟偨傕偺偱偡丅
巊梡偟偨僄儞僪儈儖偼2mm偱偡丅
巇忋偑傝丗
崁栚 應掕抣 愝掕抣
---------------+------------+------------
X曽岦偺捈宎 11.91mm 12mm
Y曽岦偺捈宎 11.86mm 12mm
怺偝 2.23mm 2mm
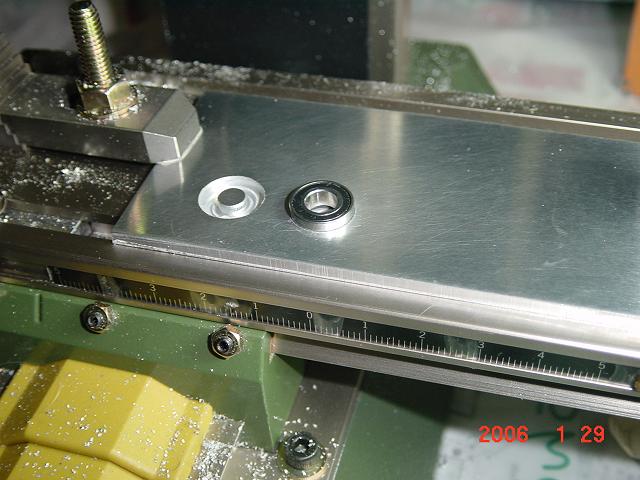 奜宎偑12mm偺儃乕儖儀傾儕儞僌傪憓擖偟偨偲偙傠丄1.8mm擖偭偨偲偙傠偱巭傑傝傑偟
偨丅 擖傟傞偲偒丄Y曽岦偑偒偮傔偱偟偨丅
捈宎偲怺偝偺岆嵎偵偮偄偰丄尨場偺挷嵏偲懳嶔偑昁梫偱偡丅
NC僐乕僪
2006.01.28(搚)
奜宎偑12mm偺儃乕儖儀傾儕儞僌傪憓擖偟偨偲偙傠丄1.8mm擖偭偨偲偙傠偱巭傑傝傑偟
偨丅 擖傟傞偲偒丄Y曽岦偑偒偮傔偱偟偨丅
捈宎偲怺偝偺岆嵎偵偮偄偰丄尨場偺挷嵏偲懳嶔偑昁梫偱偡丅
NC僐乕僪
2006.01.28(搚)
 僒僽僾儘僌儔儉偐傜偝傜偵暿偺僒僽僾儘僌儔儉傪僐乕儖偡傞NC僐乕僪偱丄摨怱墌忬偺
愗嶍儖乕僩傪昤夋偟傑偟偨丅
奜廃偼敿宎=25mm偱丄撪懁偺墌偼敿宎偑5mm偯偮尭彮偟傑偡丅
俆偮偺摨怱墌傪愗嶍偡傞偲奜廃偵栠傝丄0.2mm孈傝壓偘嵞傃俆偮偺摨怱墌傪愗嶍偟傑
偡丅 俆夞孞曉偡偙偲偱怺偝偺崌寁偼1mm偵側傑偡丅
NC僐乕僪
CNC App偺G僐乕僪夝愅丒幚峴娭悢傪嵞擖壜擻側僾儘僌儔儉偵偡傞偙偲偱丄NC僐乕僪偺
僒僽僾僌儔儉偺懡廳壔偑弌棃傑偡丅
2006.01.27(嬥)
僒僽僾儘僌儔儉偐傜偝傜偵暿偺僒僽僾儘僌儔儉傪僐乕儖偡傞NC僐乕僪偱丄摨怱墌忬偺
愗嶍儖乕僩傪昤夋偟傑偟偨丅
奜廃偼敿宎=25mm偱丄撪懁偺墌偼敿宎偑5mm偯偮尭彮偟傑偡丅
俆偮偺摨怱墌傪愗嶍偡傞偲奜廃偵栠傝丄0.2mm孈傝壓偘嵞傃俆偮偺摨怱墌傪愗嶍偟傑
偡丅 俆夞孞曉偡偙偲偱怺偝偺崌寁偼1mm偵側傑偡丅
NC僐乕僪
CNC App偺G僐乕僪夝愅丒幚峴娭悢傪嵞擖壜擻側僾儘僌儔儉偵偡傞偙偲偱丄NC僐乕僪偺
僒僽僾僌儔儉偺懡廳壔偑弌棃傑偡丅
2006.01.27(嬥)
 儅僀僋儘丒僼儔僀僗僥乕僽儖丄僲乕僩PC丄儌乕僞乕僪儔僀僽夞楬(崟偄働乕僗)丄
USB働乕僽儖丄儌乕僞乕梡揹尮(AC傾僟僾僞乕丅 5V 2A)偱偡丅
悩偊抲偒PC偱嶌惉偟偨CNC.exe偩偗傪僲乕僩PC偵僐僺乕偟偨偲偙傠丄儌乕僞乕偑摦偐
偢丄CNC App僾儘僕僃僋僩偺乽Release乿僼僅儖僟乕偛偲僐僺乕偡傞偙偲偱丄儌乕僞乕
偑摦偔傛偆偵側傝傑偟偨丅
僼儔僀僗斦偺偡偖偦偽偵PC偑偁傞偲丄恘愭偺埵抲挷惍偺帪偵廳曮偟傑偡丅
儌乕僞乕儕乕僪偲墑挿働乕僽儖傪愙懕偟偰偄傞僐僱僋僞乕(崟怓)偼儘僢僋晅偱丄
婡夿偺堏摦偺帪側偳娙扨偵扙拝偑弌棃偰堄奜偲曋棙偱偡丅
2006.01.24(壩)
儅僀僋儘丒僼儔僀僗僥乕僽儖丄僲乕僩PC丄儌乕僞乕僪儔僀僽夞楬(崟偄働乕僗)丄
USB働乕僽儖丄儌乕僞乕梡揹尮(AC傾僟僾僞乕丅 5V 2A)偱偡丅
悩偊抲偒PC偱嶌惉偟偨CNC.exe偩偗傪僲乕僩PC偵僐僺乕偟偨偲偙傠丄儌乕僞乕偑摦偐
偢丄CNC App僾儘僕僃僋僩偺乽Release乿僼僅儖僟乕偛偲僐僺乕偡傞偙偲偱丄儌乕僞乕
偑摦偔傛偆偵側傝傑偟偨丅
僼儔僀僗斦偺偡偖偦偽偵PC偑偁傞偲丄恘愭偺埵抲挷惍偺帪偵廳曮偟傑偡丅
儌乕僞乕儕乕僪偲墑挿働乕僽儖傪愙懕偟偰偄傞僐僱僋僞乕(崟怓)偼儘僢僋晅偱丄
婡夿偺堏摦偺帪側偳娙扨偵扙拝偑弌棃偰堄奜偲曋棙偱偡丅
2006.01.24(壩)
 僒僽僾儘僌儔儉偺儖乕僾張棟偱丄敿宎5mm偲敿宎4mm偺摨怱墌傪0.1mm偯偮孈傝壓偘
丄暆3mm怺偝2mm偺峚傪愗嶍偟傑偟偨丅 兂2mm偺僄儞僪儈儖傪巊梡丅
僒僽僾儘僌儔儉偺儖乕僾張棟偱丄敿宎5mm偲敿宎4mm偺摨怱墌傪0.1mm偯偮孈傝壓偘
丄暆3mm怺偝2mm偺峚傪愗嶍偟傑偟偨丅 兂2mm偺僄儞僪儈儖傪巊梡丅
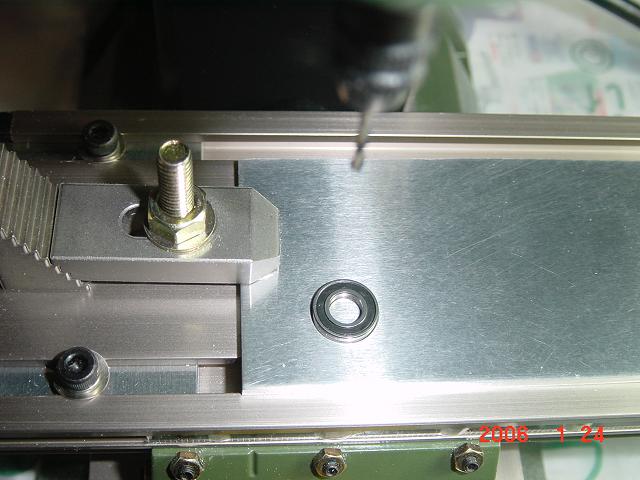 嶱恘偺僉儕偵岎姺偟僶儕傪庢傝丄嵞搙兂2mm偺僄儞僪儈儖傪憰拝偟偰奜宎偲撪宎傪敿
宎偵偟偰0.01mm偯偮愗嶍偟丄儃乕儖儀傾儕儞僌傪憓擖偟傑偟偨丅
儃乕儖儀傾儕儞僌偼奜宎偑12mm丄撪宎偑6mm丄岤傒偑4mm偱偡丅
愗嶍僐乕僪
2006.01.23(寧)
G僐乕僪偺僒僽僾儘僌儔儉張棟梡偵M98丄P丄L丄O丄M99偺夝愅偲幚峴傪捛壛偟傑偟偨丅
儖乕僾夞悢傪m98()娭悢撪偱張棟偡傞傛偆偵偟偨偨傔丄幚峴弴偑埲壓偺條偵側傝傑偡
丅
儊僀儞僾儘僌儔儉丗 0仺1仺2仺3仺劉 劇仺 4仺5仺6(廔椆)
伀 劆
僒僽僾儘僌儔儉丗 7仺8仺9仺10仺11劉
仾 劆
劋 30夞孞傝曉偟 劊
僒僽僾儘僌儔儉傪儖乕僾夞悢暘孞曉偟偨屻偵丄儊僀儞僾儘僌儔儉偵栠傝傑偡丅
2006.01.22(擔)
G僐乕僪偺僒僽僾儘僌儔儉張棟偺堊丄僜乕僗僐乕僪僼傽僀儖傪撉傒崬傫偱暥帤楍偺
攝楍梫慺偵侾峴偯偮奿擺偡傞傛偆偵偟傑偟偨 丅
廬棃偼丄僼傽僀儖偐傜侾峴撉傒崬傓枅偵僐乕僪傪夝愅偟幚峴偟偰偄傑偟偨丅
偙傟偐傜偼丄攝楍傪峴偭偨傝棃偨傝偟側偑傜侾峴偯偮夝愅偟幚峴偟傑偡丅
攝楍偵擖傞僐乕僪偺嶲峫丗
敿宎5mm偺墌傪0.1mm偯偮孈傝壓偘偰怺偝3mm偺峚偵偟傑偡丅
僼傽僀儖幚峴慜偵X0丄Y0丄Z10偵堏摦偟僗僺儞僪儖傪夞揮偝偣傑偡丅
揧帤 攝楍梫慺
劕劒劒劒劒劒劒劒劒劖(儊僀儞僾儘僌儔儉奐巒)
0 劔G00 Z1 劔(恘愭傪儚乕僋柺忋1mm傑偱崀壓)
劦劅劅劅劅劅劅劅劅劮
1 劔G00 X5 Y0 劔(X曽岦傊堏摦)
劦劅劅劅劅劅劅劅劅劮
2 劔G01 Z0 F50 劔(恘愭傪儚乕僋柺傑偱愗嶍懍搙偱崀壓)
劦劅劅劅劅劅劅劅劅劮
3 劔M98 P10 L30 劔(僒僽僾儘僌儔儉僐乕儖丅30夞孞傝曉偟)
劦劅劅劅劅劅劅劅劅劮
4 劔G00 Z1 劔(恘愭傪儚乕僋柺傛傝1mm忋徃)
劦劅劅劅劅劅劅劅劅劮
5 劔G00 X0 Y0 劔(儚乕僋嵗昗X偲Y偺尨揰偵堏摦)
劦劅劅劅劅劅劅劅劅劮
6 劔M30 劔(儊僀儞僾儘僌儔儉廔椆)
劙劒劒劒劒劒劒劒劒劜
7 劔O10 劔(僒僽僾儘僌儔儉奐巒)
劦劅劅劅劅劅劅劅劅劮
8 劔G91 Z-0.1 劔(憹暘抣堏摦偱Z傪0.1mm崀壓)
劦劅劅劅劅劅劅劅劅劮
9 劔G90 劔(愨懳抣堏摦偵愝掕)
劦劅劅劅劅劅劅劅劅劮
10 劔G02 X5 Y0 I0 J5 劔(墌屖堏摦紝a5mm)
劦劅劅劅劅劅劅劅劅劮
11 劔M99 劔(僒僽僾儘僌儔儉廔椆)
劘劒劒劒劒劒劒劒劒劗
幚峴弴
0仺1仺2仺3仺7仺8仺9仺10仺11劉
仾 劆
劋劅 30夞孞傝曉偟 劅劊
伀
劋仺4仺5仺6(廔椆)
1) 儊僀儞僾儘僌儔儉偺幚峴埵抲(揧帤No)傪婰壇偡傞曄悢丅
孞傝曉偟幚峴拞偼揧帤No=3偵棷傑傝傑偡丅
2) 僒僽僾儘僌儔儉偺幚峴埵抲(揧帤No)傪婰壇偡傞曄悢丅
攝楍梫慺傪弴師専嶕偟"O10"傪尒偮偗偨傜偦偺攝楍偺揧帤No傪戙擖偟丄"M99"偑尒
偮偐傞傑偱僒僽僾儘僌儔儉傪幚峴偟傑偡丅
3) 僒僽僾儘僌儔儉偑廔椆偟偨傜丄儊僀儞僾儘僌儔儉偺幚峴埵抲傪婰壇偡傞曄悢偑帵
偡攝楍3偺僐乕僪傪幚峴偟傑偡丅
4) L30偑帵偡夞悢暘僒僽僾儘僌儔儉傪幚峴偟偨傜丄儊僀儞僾儘僌儔儉偺幚峴埵抲傪婰
壇偡傞曄悢偺抣偵亄侾偟偰丄攝楍4偐傜儊僀儞僾儘僌儔儉傪懕峴偟傑偡丅
2006.01.21(搚)
CNC App偵丄
G90丗愨懳嵗昗抣偵傛傞堏摦丅
G91幚峴慜偺儌乕僪(愨懳嵗昗抣惂屼)偵暅婣偟傑偡丅
G91丗憹暘抣偵傛傞堏摦丅
尰嵼偺嵗昗抣偵憹暘抣傪壛偊傑偡丅
G92丗儚乕僋嵗昗偺曄峏丅
尰嵼偺儚乕僋嵗昗傪巜掕偟偨抣偵曄峏偟傑偡丅
摍偺張棟傪捛壛偟傑偟偨丅
2006.01.20(嬥)
愝掕抣偵懳偡傞憲傝懍搙偺捈慄惈傪應掕偟傑偟偨丅
300(mm/min)埲壓側傜岆嵎偑彮側偔巊梡偱偒傑偡丅
僗僥僢僺儞僌儌乕僞偑扙挷偡傞懍搙偵懳偟偰丄栺20%偺梋桾傪傒偨奺幉偺嵟戝憲傝懍
搙偑丄X=100(mm/min)丄Y=100(mm/min)丄 Z=50(mm/min)偱丄CNC App偲偟偰偼捈慄惈偵
梋桾偑偁傝傑偡丅
傑偨丄僷儖僗暆偺梙傜偓偼亇2(亾)埲壓偱丄巊梡忋栤戣偵側傜側偄検偩偲巚偄傑偡丅
憲傝懍搙捈慄惈偺應掕寢壥丗
懍搙愝掕 僷儖僗暆(msec) 懍搙姺嶼抣
(mm/min) (3僷儖僗暘) (mm/min) 岆嵎(%)
-----------+----------------+-------------+-----------
10 186.0 10.08 0.81
20 92.0 20.38 1.90
50 36.8 50.95 1.90
100 18.4 101.90 1.90
150 12.4 151.21 0.81
200 9.2 203.80 1.90
250 7.4 253.38 1.35
300 6.4 292.97 -2.34
350 6.0 312.50 -10.71
400 6.0 312.50 -21.88
僷儖僗暆惂屼偺EZ-USB儅僀僐儞傊偺堏峴偼丄僗僥僢僺儞僌儌乕僞偺崅惈擻壔偺帪偵嵞
専摙偟傑偡丅
僶僢僋儔僢僔儏曗惓偺岠壥丄堏摦検丄憲傝懍搙側偳CNC App偑惂屼偡傞暔棟揑側彅摿
惈偑丄P婎斅偺僷僞乕儞愗嶍婡偲偟偰幚梡揑側抣傪帵偡傛偆偵側傝丄扞忋偘偟偨G僐乕
僪偺奼挘偑嵞奐偱偒偦偆偱偡丅
2006.01.19(栘)
嶱恘偺僉儕偵岎姺偟僶儕傪庢傝丄嵞搙兂2mm偺僄儞僪儈儖傪憰拝偟偰奜宎偲撪宎傪敿
宎偵偟偰0.01mm偯偮愗嶍偟丄儃乕儖儀傾儕儞僌傪憓擖偟傑偟偨丅
儃乕儖儀傾儕儞僌偼奜宎偑12mm丄撪宎偑6mm丄岤傒偑4mm偱偡丅
愗嶍僐乕僪
2006.01.23(寧)
G僐乕僪偺僒僽僾儘僌儔儉張棟梡偵M98丄P丄L丄O丄M99偺夝愅偲幚峴傪捛壛偟傑偟偨丅
儖乕僾夞悢傪m98()娭悢撪偱張棟偡傞傛偆偵偟偨偨傔丄幚峴弴偑埲壓偺條偵側傝傑偡
丅
儊僀儞僾儘僌儔儉丗 0仺1仺2仺3仺劉 劇仺 4仺5仺6(廔椆)
伀 劆
僒僽僾儘僌儔儉丗 7仺8仺9仺10仺11劉
仾 劆
劋 30夞孞傝曉偟 劊
僒僽僾儘僌儔儉傪儖乕僾夞悢暘孞曉偟偨屻偵丄儊僀儞僾儘僌儔儉偵栠傝傑偡丅
2006.01.22(擔)
G僐乕僪偺僒僽僾儘僌儔儉張棟偺堊丄僜乕僗僐乕僪僼傽僀儖傪撉傒崬傫偱暥帤楍偺
攝楍梫慺偵侾峴偯偮奿擺偡傞傛偆偵偟傑偟偨 丅
廬棃偼丄僼傽僀儖偐傜侾峴撉傒崬傓枅偵僐乕僪傪夝愅偟幚峴偟偰偄傑偟偨丅
偙傟偐傜偼丄攝楍傪峴偭偨傝棃偨傝偟側偑傜侾峴偯偮夝愅偟幚峴偟傑偡丅
攝楍偵擖傞僐乕僪偺嶲峫丗
敿宎5mm偺墌傪0.1mm偯偮孈傝壓偘偰怺偝3mm偺峚偵偟傑偡丅
僼傽僀儖幚峴慜偵X0丄Y0丄Z10偵堏摦偟僗僺儞僪儖傪夞揮偝偣傑偡丅
揧帤 攝楍梫慺
劕劒劒劒劒劒劒劒劒劖(儊僀儞僾儘僌儔儉奐巒)
0 劔G00 Z1 劔(恘愭傪儚乕僋柺忋1mm傑偱崀壓)
劦劅劅劅劅劅劅劅劅劮
1 劔G00 X5 Y0 劔(X曽岦傊堏摦)
劦劅劅劅劅劅劅劅劅劮
2 劔G01 Z0 F50 劔(恘愭傪儚乕僋柺傑偱愗嶍懍搙偱崀壓)
劦劅劅劅劅劅劅劅劅劮
3 劔M98 P10 L30 劔(僒僽僾儘僌儔儉僐乕儖丅30夞孞傝曉偟)
劦劅劅劅劅劅劅劅劅劮
4 劔G00 Z1 劔(恘愭傪儚乕僋柺傛傝1mm忋徃)
劦劅劅劅劅劅劅劅劅劮
5 劔G00 X0 Y0 劔(儚乕僋嵗昗X偲Y偺尨揰偵堏摦)
劦劅劅劅劅劅劅劅劅劮
6 劔M30 劔(儊僀儞僾儘僌儔儉廔椆)
劙劒劒劒劒劒劒劒劒劜
7 劔O10 劔(僒僽僾儘僌儔儉奐巒)
劦劅劅劅劅劅劅劅劅劮
8 劔G91 Z-0.1 劔(憹暘抣堏摦偱Z傪0.1mm崀壓)
劦劅劅劅劅劅劅劅劅劮
9 劔G90 劔(愨懳抣堏摦偵愝掕)
劦劅劅劅劅劅劅劅劅劮
10 劔G02 X5 Y0 I0 J5 劔(墌屖堏摦紝a5mm)
劦劅劅劅劅劅劅劅劅劮
11 劔M99 劔(僒僽僾儘僌儔儉廔椆)
劘劒劒劒劒劒劒劒劒劗
幚峴弴
0仺1仺2仺3仺7仺8仺9仺10仺11劉
仾 劆
劋劅 30夞孞傝曉偟 劅劊
伀
劋仺4仺5仺6(廔椆)
1) 儊僀儞僾儘僌儔儉偺幚峴埵抲(揧帤No)傪婰壇偡傞曄悢丅
孞傝曉偟幚峴拞偼揧帤No=3偵棷傑傝傑偡丅
2) 僒僽僾儘僌儔儉偺幚峴埵抲(揧帤No)傪婰壇偡傞曄悢丅
攝楍梫慺傪弴師専嶕偟"O10"傪尒偮偗偨傜偦偺攝楍偺揧帤No傪戙擖偟丄"M99"偑尒
偮偐傞傑偱僒僽僾儘僌儔儉傪幚峴偟傑偡丅
3) 僒僽僾儘僌儔儉偑廔椆偟偨傜丄儊僀儞僾儘僌儔儉偺幚峴埵抲傪婰壇偡傞曄悢偑帵
偡攝楍3偺僐乕僪傪幚峴偟傑偡丅
4) L30偑帵偡夞悢暘僒僽僾儘僌儔儉傪幚峴偟偨傜丄儊僀儞僾儘僌儔儉偺幚峴埵抲傪婰
壇偡傞曄悢偺抣偵亄侾偟偰丄攝楍4偐傜儊僀儞僾儘僌儔儉傪懕峴偟傑偡丅
2006.01.21(搚)
CNC App偵丄
G90丗愨懳嵗昗抣偵傛傞堏摦丅
G91幚峴慜偺儌乕僪(愨懳嵗昗抣惂屼)偵暅婣偟傑偡丅
G91丗憹暘抣偵傛傞堏摦丅
尰嵼偺嵗昗抣偵憹暘抣傪壛偊傑偡丅
G92丗儚乕僋嵗昗偺曄峏丅
尰嵼偺儚乕僋嵗昗傪巜掕偟偨抣偵曄峏偟傑偡丅
摍偺張棟傪捛壛偟傑偟偨丅
2006.01.20(嬥)
愝掕抣偵懳偡傞憲傝懍搙偺捈慄惈傪應掕偟傑偟偨丅
300(mm/min)埲壓側傜岆嵎偑彮側偔巊梡偱偒傑偡丅
僗僥僢僺儞僌儌乕僞偑扙挷偡傞懍搙偵懳偟偰丄栺20%偺梋桾傪傒偨奺幉偺嵟戝憲傝懍
搙偑丄X=100(mm/min)丄Y=100(mm/min)丄 Z=50(mm/min)偱丄CNC App偲偟偰偼捈慄惈偵
梋桾偑偁傝傑偡丅
傑偨丄僷儖僗暆偺梙傜偓偼亇2(亾)埲壓偱丄巊梡忋栤戣偵側傜側偄検偩偲巚偄傑偡丅
憲傝懍搙捈慄惈偺應掕寢壥丗
懍搙愝掕 僷儖僗暆(msec) 懍搙姺嶼抣
(mm/min) (3僷儖僗暘) (mm/min) 岆嵎(%)
-----------+----------------+-------------+-----------
10 186.0 10.08 0.81
20 92.0 20.38 1.90
50 36.8 50.95 1.90
100 18.4 101.90 1.90
150 12.4 151.21 0.81
200 9.2 203.80 1.90
250 7.4 253.38 1.35
300 6.4 292.97 -2.34
350 6.0 312.50 -10.71
400 6.0 312.50 -21.88
僷儖僗暆惂屼偺EZ-USB儅僀僐儞傊偺堏峴偼丄僗僥僢僺儞僌儌乕僞偺崅惈擻壔偺帪偵嵞
専摙偟傑偡丅
僶僢僋儔僢僔儏曗惓偺岠壥丄堏摦検丄憲傝懍搙側偳CNC App偑惂屼偡傞暔棟揑側彅摿
惈偑丄P婎斅偺僷僞乕儞愗嶍婡偲偟偰幚梡揑側抣傪帵偡傛偆偵側傝丄扞忋偘偟偨G僐乕
僪偺奼挘偑嵞奐偱偒偦偆偱偡丅
2006.01.19(栘)
 僲僊僗偺杮広偺撪O應掕傾僑傪崅偝帺桼僋儔儞僾偱儚乕僋僥乕僽儖偵屌掕偟丄
Z曽岦偺堏摦検傪應掕偟傑偟偨丅 傾僑偺奜懁偺抂柺(3mm亊26mm)偱捈棫偟傑偡丅
Z幉憲傝偹偠偺僺僢僠偼丄998兪m偵愝掕偟傑偟偨丅
寢壥丗
崁栚 暯嬒抣(mm) 岆嵎(%) 僐乕僪
-------------------+------------+---------+------------------------
捈慄 10mm 10.00 0.00 G01 Z10 F50
捈慄 20mm 20.01 0.05 G01 Z20 F50
堏摦岆嵎曗惓偺奣棯愢柧(2006.01.14(搚))傪恾帵偡傞偲壓婰偵側傝傑偡丅
僗僥僢僾僷儖僗惗惉偺僽儘僢僋慄恾(X,Y,Z嫟捠)
劕劒劖 劕劒劖 劕劒劖
尰嵼嵗昗劅劅劅劅仺劮亅劦劅劅劅劅仺劮亄劦劅劍劅劮亄劦劅仺僗僥僢僾僷儖僗悢弌椡
劘劧劗 劘劧劗 劆 劘劧劗 (堏摦曽岦偵傛傝亇)
堏摦愭嵗昗劅劅劅劅仺劊 仾 劆 仾
劕劒劖 劆 劆 劆
尰嵼嵗昗偺僷儖僗悢姺嶼劅仺劮亅劦劅劅劊 劆 劆
劘劧劗 劆 劆
僗僥僢僾僷儖僗椵寁劅劅劅劅仺劊 劆 劆
仾 劆 劆
劆劕劒劒劖 劆 劆
劋劮亄亖劦仼劅劅劅劅劅劅劅劅劅劅劅劅劅劊 劆
劘劒劒劗 劆
a 劆
S1 仜劅劅劅劅劅劅劅劅劎
僶僢僋儔僢僔儏劅劅劅劅劅劅仜劅劅 劕劒劒劒劖 劆
仜劅劅劮亅侾攞劦劅劊
b 劘劒劒劒劗
仏S1偼堏摦曽岦偵曄壔偑偁偭偨帪丄堏摦曽岦偵傛傝a懁枖偼b懁偵愙懕偟傑偡丅
仏僶僢僋儔僢僔儏傪娷傑側偄僗僥僢僾僷儖僗悢傪椵寁偟丄師夞偺僗僥僢僾僷儖僗惗
惉偺帪偵巊梡偟傑偡丅
2006.01.18(悈)
僲僊僗偺杮広偺撪O應掕傾僑傪崅偝帺桼僋儔儞僾偱儚乕僋僥乕僽儖偵屌掕偟丄
Z曽岦偺堏摦検傪應掕偟傑偟偨丅 傾僑偺奜懁偺抂柺(3mm亊26mm)偱捈棫偟傑偡丅
Z幉憲傝偹偠偺僺僢僠偼丄998兪m偵愝掕偟傑偟偨丅
寢壥丗
崁栚 暯嬒抣(mm) 岆嵎(%) 僐乕僪
-------------------+------------+---------+------------------------
捈慄 10mm 10.00 0.00 G01 Z10 F50
捈慄 20mm 20.01 0.05 G01 Z20 F50
堏摦岆嵎曗惓偺奣棯愢柧(2006.01.14(搚))傪恾帵偡傞偲壓婰偵側傝傑偡丅
僗僥僢僾僷儖僗惗惉偺僽儘僢僋慄恾(X,Y,Z嫟捠)
劕劒劖 劕劒劖 劕劒劖
尰嵼嵗昗劅劅劅劅仺劮亅劦劅劅劅劅仺劮亄劦劅劍劅劮亄劦劅仺僗僥僢僾僷儖僗悢弌椡
劘劧劗 劘劧劗 劆 劘劧劗 (堏摦曽岦偵傛傝亇)
堏摦愭嵗昗劅劅劅劅仺劊 仾 劆 仾
劕劒劖 劆 劆 劆
尰嵼嵗昗偺僷儖僗悢姺嶼劅仺劮亅劦劅劅劊 劆 劆
劘劧劗 劆 劆
僗僥僢僾僷儖僗椵寁劅劅劅劅仺劊 劆 劆
仾 劆 劆
劆劕劒劒劖 劆 劆
劋劮亄亖劦仼劅劅劅劅劅劅劅劅劅劅劅劅劅劊 劆
劘劒劒劗 劆
a 劆
S1 仜劅劅劅劅劅劅劅劅劎
僶僢僋儔僢僔儏劅劅劅劅劅劅仜劅劅 劕劒劒劒劖 劆
仜劅劅劮亅侾攞劦劅劊
b 劘劒劒劒劗
仏S1偼堏摦曽岦偵曄壔偑偁偭偨帪丄堏摦曽岦偵傛傝a懁枖偼b懁偵愙懕偟傑偡丅
仏僶僢僋儔僢僔儏傪娷傑側偄僗僥僢僾僷儖僗悢傪椵寁偟丄師夞偺僗僥僢僾僷儖僗惗
惉偺帪偵巊梡偟傑偡丅
2006.01.18(悈)
 Y曽岦偺堏摦検傪應掕偟傑偟偨丅
寢壥丗
崁栚 暯嬒抣(mm) 岆嵎(%) 僐乕僪
-------------------+------------+---------+------------------------
捈慄 10mm 10.01 0.1 G01 Y10 F50
捈慄 20mm 20.00 0.0 G01 Y20 F50
墌屖 捈宎10mm 10.00 0.0 G02 X0 Y0 I0 J5 F50
墌屖 捈宎20mm 20.00 0.0 G02 X0 Y0 I0 J10 F50
Y幉憲傝偹偠偺僺僢僠偼丄X幉偲摨偠 997兪m偵愝掕偟傑偟偨丅
墌偺捈宎偺應掕曽朄丗
1) CNC App偺壖憐俁幉宯娭悢偺拞偱丄X曽岦偺堏摦僗僥僢僾僷儖僗悢偺寁嶼寢壥傪嫮
惂揑偵 0 偵偟偰丄X曽岦偵堏摦偟側偄傛偆偟傑偡丅
2) CNC App偺憲傝曽岦偺愗傝姺偊儖乕僠儞偵僾儘僌儔儉偺僽儗乕僋億僀儞僩傪愝掕偟
傑偡丅
3) 墌屖堏摦偺僐乕僪偺幚峴傪嵞奐偟傑偡丅
4) 2)偱愝掕偟偨億僀儞僩偱僾儘僌儔儉偑僽儗乕僋偟偨傜丄僲僊僗偺應掕抂傪僐儗僢僩
偵庢傝晅偗偨僪儕儖偺暱偵摉偰丄僲僊僗偺昞帵傪 0 偵儕僙僢僩偟傑偡丅
5) 僾儘僌儔儉傪懕峴偟傑偡丅
6) 墌屖堏摦僐乕僪偑廔椆偟丄僲僊僗偺昞帵偑墌偺捈宎偵側傝傑偡丅
2006.01.17(壩)
墌屖曗娫寁嶼偺尰嵼埵抲峏怴偑丄墌偲悅捈幉媦傃悈暯幉偲偺岎揰晅嬤偱峴側傢傟偰偄
側偐偭偨偺偱廋惓偟傑偟偨丅
懳嶔丗妏搙偺憹暘枅偵尰嵼埵抲傪峏怴偡傞傛偆偵曄峏丅(峏怴忦審偺敾抐暥傪嶍彍)
寢壥丗
崁栚 暯嬒抣(mm) 岆嵎(%) 僐乕僪
-------------------+------------+---------+------------------------
捈慄 10mm 9.99 -0.1 G01 X10 F50
捈慄 20mm 20.00 0.0 G01 X20 F50
墌屖 捈宎10mm 9.99 -0.1 G02 X0 Y0 I0 J5 F50
墌屖 捈宎20mm 20.01 0.1 G02 X0 Y0 I0 J10 F50
傛偆傗偔僗僥僢僺儞僌儌乕僞偺侾僗僥僢僾偺岆嵎(栺10兪m)偵側傝傑偟偨丅
2006.01.16(寧)
堏摦岆嵎傪夵慞偟傑偟偨丅
懳嶔丗僗僥僢僾僷儖僗悢寁嶼偱巐幪屲擖傪幚巤丅
寢壥丗
崁栚 暯嬒抣(mm) 岆嵎(%) 僐乕僪
-------------------+------------+---------+------------------------
捈慄 10mm 9.97 -0.3 G01 X10 F50
捈慄 20mm 19.94 -0.3 G01 X20 F50
墌屖 捈宎10mm 9.97 -0.3 G02 X0 Y0 I0 J5 F50
墌屖 捈宎20mm 19.95 -0.25 G02 X0 Y0 I0 J10 F50
岆嵎偑-0.3%偵懙偭偨偺偱丄憲傝僱僕偺僺僢僠傪1000兪m偐傜997兪m偵曄峏偟傑偡丅
寢壥丗
崁栚 暯嬒抣(mm) 岆嵎(%) 僐乕僪
-------------------+------------+---------+------------------------
捈慄 10mm 9.99 -0.1 G01 X10 F50
捈慄 20mm 20.00 0.0 G01 X20 F50
墌屖 捈宎10mm 9.98 -0.2 G02 X0 Y0 I0 J5 F50
墌屖 捈宎20mm 20.00 0.0 G02 X0 Y0 I0 J10 F50
墌屖捈宎10mm偺岆嵎偑戝偒傔偱偡偑丄偄傑偼夵慞偺僱僞偑昳愗傟偲偄偆偙偲傕偁傝丄
偟偽傜偔偼栚傪偮傓傝傑偡丅
忋婰偼X幉偺僨乕僞偱丄Y幉偲Z幉偺堏摦検傪偳偺傛偆偵應掕偡傟偽傛偄偺偐丄偙傟偐傜
専摙偟傑偡丅
2006.01.15(擔)
Y曽岦偺堏摦検傪應掕偟傑偟偨丅
寢壥丗
崁栚 暯嬒抣(mm) 岆嵎(%) 僐乕僪
-------------------+------------+---------+------------------------
捈慄 10mm 10.01 0.1 G01 Y10 F50
捈慄 20mm 20.00 0.0 G01 Y20 F50
墌屖 捈宎10mm 10.00 0.0 G02 X0 Y0 I0 J5 F50
墌屖 捈宎20mm 20.00 0.0 G02 X0 Y0 I0 J10 F50
Y幉憲傝偹偠偺僺僢僠偼丄X幉偲摨偠 997兪m偵愝掕偟傑偟偨丅
墌偺捈宎偺應掕曽朄丗
1) CNC App偺壖憐俁幉宯娭悢偺拞偱丄X曽岦偺堏摦僗僥僢僾僷儖僗悢偺寁嶼寢壥傪嫮
惂揑偵 0 偵偟偰丄X曽岦偵堏摦偟側偄傛偆偟傑偡丅
2) CNC App偺憲傝曽岦偺愗傝姺偊儖乕僠儞偵僾儘僌儔儉偺僽儗乕僋億僀儞僩傪愝掕偟
傑偡丅
3) 墌屖堏摦偺僐乕僪偺幚峴傪嵞奐偟傑偡丅
4) 2)偱愝掕偟偨億僀儞僩偱僾儘僌儔儉偑僽儗乕僋偟偨傜丄僲僊僗偺應掕抂傪僐儗僢僩
偵庢傝晅偗偨僪儕儖偺暱偵摉偰丄僲僊僗偺昞帵傪 0 偵儕僙僢僩偟傑偡丅
5) 僾儘僌儔儉傪懕峴偟傑偡丅
6) 墌屖堏摦僐乕僪偑廔椆偟丄僲僊僗偺昞帵偑墌偺捈宎偵側傝傑偡丅
2006.01.17(壩)
墌屖曗娫寁嶼偺尰嵼埵抲峏怴偑丄墌偲悅捈幉媦傃悈暯幉偲偺岎揰晅嬤偱峴側傢傟偰偄
側偐偭偨偺偱廋惓偟傑偟偨丅
懳嶔丗妏搙偺憹暘枅偵尰嵼埵抲傪峏怴偡傞傛偆偵曄峏丅(峏怴忦審偺敾抐暥傪嶍彍)
寢壥丗
崁栚 暯嬒抣(mm) 岆嵎(%) 僐乕僪
-------------------+------------+---------+------------------------
捈慄 10mm 9.99 -0.1 G01 X10 F50
捈慄 20mm 20.00 0.0 G01 X20 F50
墌屖 捈宎10mm 9.99 -0.1 G02 X0 Y0 I0 J5 F50
墌屖 捈宎20mm 20.01 0.1 G02 X0 Y0 I0 J10 F50
傛偆傗偔僗僥僢僺儞僌儌乕僞偺侾僗僥僢僾偺岆嵎(栺10兪m)偵側傝傑偟偨丅
2006.01.16(寧)
堏摦岆嵎傪夵慞偟傑偟偨丅
懳嶔丗僗僥僢僾僷儖僗悢寁嶼偱巐幪屲擖傪幚巤丅
寢壥丗
崁栚 暯嬒抣(mm) 岆嵎(%) 僐乕僪
-------------------+------------+---------+------------------------
捈慄 10mm 9.97 -0.3 G01 X10 F50
捈慄 20mm 19.94 -0.3 G01 X20 F50
墌屖 捈宎10mm 9.97 -0.3 G02 X0 Y0 I0 J5 F50
墌屖 捈宎20mm 19.95 -0.25 G02 X0 Y0 I0 J10 F50
岆嵎偑-0.3%偵懙偭偨偺偱丄憲傝僱僕偺僺僢僠傪1000兪m偐傜997兪m偵曄峏偟傑偡丅
寢壥丗
崁栚 暯嬒抣(mm) 岆嵎(%) 僐乕僪
-------------------+------------+---------+------------------------
捈慄 10mm 9.99 -0.1 G01 X10 F50
捈慄 20mm 20.00 0.0 G01 X20 F50
墌屖 捈宎10mm 9.98 -0.2 G02 X0 Y0 I0 J5 F50
墌屖 捈宎20mm 20.00 0.0 G02 X0 Y0 I0 J10 F50
墌屖捈宎10mm偺岆嵎偑戝偒傔偱偡偑丄偄傑偼夵慞偺僱僞偑昳愗傟偲偄偆偙偲傕偁傝丄
偟偽傜偔偼栚傪偮傓傝傑偡丅
忋婰偼X幉偺僨乕僞偱丄Y幉偲Z幉偺堏摦検傪偳偺傛偆偵應掕偡傟偽傛偄偺偐丄偙傟偐傜
専摙偟傑偡丅
2006.01.15(擔)
 X曽岦偺堏摦検傪應掕偟傑偟偨丅
崁栚 暯嬒抣(mm) 岆嵎(%) 僐乕僪
-------------------+------------+---------+------------------------
捈慄 10mm 9.98 -0.2 G01 X10 F50
墌屖 捈宎10mm 9.94 -0.6 G02 X0 Y0 I0 J5 F50
墌屖 捈宎20mm 19.92 -0.4 G02 X0 Y0 I0 J10 F50
傕偆彮偟岆嵎傪夵慞偱偒傟偽偲巚偄傑偡丅
2006.01.14(搚)
CNC App偵堏摦岆嵎偺曗惓張棟傪捛壛偟傑偟偨丅
堏摦岆嵎曗惓偺奣棯
1) 慜夞堏摦偟偨嵗昗偲丄崱夞堏摦偡傞嵗昗偺嵎暘(兪m)傪寁嶼偟傑偡丅
2) 嵎暘傪僗僥僢僾僷儖僗悢偵姺嶼偟傑偡丅
3) 尨揰偐傜慜夞堏摦偟偨嵗昗傑偱偺嫍棧傪僗僥僢僾僷儖僗悢偵曄姺偟傑偡丅
4) 尨揰偐傜慜夞傑偱偵幚嵺偺堏摦偵巊梡偟偨僗僥僢僾僷儖僗悢偺椵寁(堏摦曽岦偵
傛傝亄/亅偁傝)偟偨僷儖僗悢傪 3) 偱媮傔偨抣偐傜尭嶼偟傑偡丅
5) 2)偺嵎暘偵3)偺嵎暘傪壛偊偨抣偑丄堏摦岆傪嵎曗惓偟偨僷儖僗悢偱偡丅
6) 崱夞堏摦曽岦偑曄傢傞応崌偼丄5)偺寢壥偵僶僢僋儔僢僔儏偵憡摉偡傞僷儖僗悢
傪壛偊傑偡丅
寢壥丗
G02 X0 Y0 I0 J5 F50 (敿宎5mm偺墌) 偱僥乕僽儖傪堏摦偝偣傑偟偨丅
捈広傪僥乕僽儖偵抲偒丄働僈僉恓傪僐儗僢僩偵憓擖丄儖乕儁偱尒側偑傜應偭偨捈宎偼
侾侽mm偱偟偨丅 偝傜偵應掕偺惛搙傪忋偘偨偄偲巚偄傑偡丅
偪側傒偵敿宎俆mm偺墌偼丄墌廃傪栺俁侽侽侽偵暘妱偟偰堏摦偟傑偡丅摨偠夞悢偺堏摦
岆嵎偺曗惓傪峴偭偰偄傞偙偲偵側傝傑偡丅
僶僢僋儔僢僔儏偼曗惓偵傛傝俁幉偲傕暯嬒抣偱俁兪m埲撪偵擖傝丄僶儔僣僉偼暯嬒抣
亇俆兪m埲撪偵擖傝傑偟偨丅
曗惓側偟 曗惓偁傝 曗惓検 (扨埵兪m)
------+----------+----------+-----------------------------
X幉 14.0 -2.0 14
Y幉 40.4 2.8 42
Z幉 138.2 -1.6 137
2006.01.09(寧)
僗僥僢僺儞僌儌乕僞嬱摦僨乕僞傪僶僢僼傽偵惗惉偡傞嫟捠儖乕僠儞偑丄乽僈僢僈僢乿
乽僺僠僢僺僠僢乿偲偄偆壒傪幉偺僕儑僀儞僩晹暘偐傜弌偝側偔側傝丄弶愗嶍偲摨條偺
摦偒傪偡傞傛偆偵側傝傑偟偨丅
1) 嫟捠儖乕僠儞(壖憐俁幉娭悢)偼丄壖憐偺俁幉堏摦僨乕僞VX丄VY丄VZ傪巊梡偟傑偡丅
2) 壖憐俁幉娭悢偼丄VX >= XY >= VZ 偺忦審偱儌乕僞嬱摦僨乕僞傪惗惉偡傞偨傔丄
幚嵺偺奺幉偺堏摦検傪忋婰偺忦審傪廩偨偡堊偺傾儖僑儕僘儉偱慻傒姺偊傑偡丅
3) 僶僢僋儔僢僔儏傗僷儖僗弌椡偵梡偄傞彅乆偺惂屼僷儔儊乕僞傕摨條偺傾儖僑儕僘
儉偱慻傒姺偊傑偡丅
4) 壖憐俁幉娭悢傪僐乕儖偟傑偡丅
5) 摨娭悢偑廔椆偡傞偲丄娭悢屇傃弌偟慜偲偼媡偺傾儖僑儕僘儉偱丄儌乕僞嬱摦僨乕僞
傗惂屼僷儔儊乕僞傪幚嵺偺俁幉宯偵慻傒姺偊傑偡丅
幚俁幉宯(奺幉偺堏摦検丄惂屼僷儔儊乕僞)
伀
壖憐俁幉宯偵慻傒姺偊
伀
劕劒劒劒劒劒劒劒劒劒劖
劔 壖憐俁幉娭悢 劔劅劅劅劅劅劅劅劅劅劅劅劉
劘劒劒劒劒劒劒劒劒劒劗 劆
伀 伀
惂屼僷儔儊乕僞 幚儌乕僞嬱摦僨乕僞偵慻傒姺偊
伀 伀
幚俁幉宯偵慻傒姺偊 EZ-USB儅僀僐儞傊弌椡
伀
儌乕僞嬱摦
偙傟偱丄move_table娭悢偵偁偭偨 X丄Y丄Z 偺戝彫娭學偱偦傟偧傟巊梡偟偰偄偨6偮偺
儖乕僠儞偑侾偮偵傑偲傑傝丄曄峏慜偵800峴埲忋偁偭偨僾儘僌儔儉偑栺400峴偵僒僀僘
僟僂儞丅 夵憿偑傗傝傗偡偔側傝僶僌傕尭傞偼偢偱偡丅(婩婅僶僌杘柵)
2006.01.06(嬥)
EZ-USB儅僀僐儞偱僗僥僢僺儞僌儌乕僞偺嬱摦僷儖僗暆惂屼傪峴偆堊偵丄CNC App偺娭悢
move_table()傪夵憿偟偰偄傑偡丅
奺幉偺堏摦嬫娫枅偵僷儖僗悢傪媮傔傞偲捈偪偵儌乕僞惂屼怣崋傪弌椡偟偰偄偨曽朄傪
丄儌乕僞嬱摦僨乕僞傪僶僢僼傽儕儞僌偟丄僷儖僗暆帪娫僨乕僞偲偲傕偵堦妵偟偰EZ-
USB儅僀僐儞傊揮憲偡傞曽朄偵曄峏偟傑偡丅
EZ-USB儅僀僐儞偼丄庴怣偟偨僷儖僗暆帪娫僨乕僞傪僇僂儞僞抣偵曄姺屻僞僀儅乕僇僂
儞僞偵愝掕偟丄僞僀儅乕妱崬傒傪嫋壜偟傑偡丅
僞僀儅乕妱崬傒枅偵儌乕僞嬱摦僨乕僞傪偦偺傑傑巜掕億乕僩傊弌椡偟傑偡丅
僶僢僼傽儕儞僌偡傞僨乕僞偺撪梕偱偡丅
侾僗僥僢僾暘偺僨乕僞傪係僶僀僩偱峔惉偟傑偡丅
僨乕僞弴 撪梕
-------------+----------------------------------------------------------
侾僶僀僩栚 僷儖僗暆(兪sec)偺壓埵侾僶僀僩
俀僶僀僩栚 僷儖僗暆(兪sec)偺忋埵侾僶僀僩
俁僶僀僩栚 X幉嬱摦僨乕僞丅 億乕僩弌椡壓埵4價僢僩(A憡:2bit,B憡:2bit)
Y幉嬱摦僨乕僞丅 億乕僩弌椡忋埵4價僢僩(A憡:2bit,B憡:2bit)
係僶僀僩栚 Z幉嬱摦僨乕僞丅 億乕僩弌椡壓埵4價僢僩(A憡:2bit,B憡:2bit)
A幉嬱摦僨乕僞丅 億乕僩弌椡忋埵4價僢僩(A憡:2bit,B憡:2bit)
byte宆偺攝楍傪4僶僀僩枅偺僽儘僢僋偵暘偗丄侾僽儘僢僋偵侾僗僥僢僾暘偺僨乕僞傪
奿擺偟傑偡丅
G僐乕僪侾峴暘偺僷儖僗僨乕僞(椺G01 X10 Y10)
劆仼劅劅劅劅劅劅劅劅劅劅劅劅劅劅劅劅劅劅劅劅劅劅劅劅劅 劅 劅 劅劅仺劆
戞侾僽儘僢僋 戞俀僽儘僢僋 戞俁僽儘僢僋
劆仼劅劅劅劅劅仺劆仼劅劅劅劅劅仺劆仼劅劅劅劅劅仺劆
劕劒劚劒劚劒劚劒劚劒劚劒劚劒劚劒劚劒劚劒劚劒劚劒劚劒劚 劒 劒 劒劒劒劖
劔 劔 劔 劔 劔 劔 劔 劔 劔 劔 劔 劔 劔 劔 劔
劘劒劤劒劤劒劤劒劤劒劤劒劤劒劤劒劤劒劤劒劤劒劤劒劤劒劤 劒 劒 劒劒劒劗
仾 仾 仾 仾
劋劍劊 劆 劋劅 Z丄A億乕僩弌椡僨乕僞
劆 劋劅劅 X丄Y億乕僩弌椡僨乕僞
劋劅劅 僷儖僗暆帪娫僨乕僞(兪sec)
G僐乕僪侾峴暘偐僶僢僼傽乕暘偺僨乕僞傪惗惉偡傞偲丄弴師EZ-USB儅僀僐儞傊僨乕僞
傪揮憲偟傑偡丅
庢傝崌偊偢EZ-USB儅僀僐儞梡偺僾儘僌儔儉偼曄峏偣偢偵丄CNC App撪偱僶僢僼傽儕儞
僌偟偨僨乕僞傪梡偄偰丄億乕僩弌椡惂屼偲丄PC偺撪憻僇僂儞僞乕偵傛傞僷儖僗暆偺惂
屼傪峴偄丄X>=Y>=Z偺堏摦忦審偱僥乕僽儖偲僿僢僪偺堏摦傪妋擣偟傑偟偨丅
X>=Z>=Y側偳巆傝偺俆偮偺忦審偱傕巊偊傞傛偆偵儖乕僠儞偺嫟捠壔傪峴偆梊掕偱偡丅
2006.01.03(壩)
CNC App偺僂僂傿儞僪偑懠偺僂傿儞僪僂偺屻傠偵塀傟丄嵞傃慜柺偵栠偭偨偲偒偵僌儔
僼偺堏摦儖乕僩偑徚偊偰偟傑偆栤戣傪丄Graphics偺DrawImage儊僜僢僪傪巊偆曽朄偐
傜pictureBox偺Image僾儘僷僥傿傪巊偆曽朄偵曄峏偟偰懳嶔偟傑偟偨丅
偙偺CNC App偼愗嶍拞側偳摿偵Windows OS壓偱旝彮側帪娫扨埵偺娗棟偑昁梫側堊丄懠偺
App偼廔椆偝偣偰偍偔昁梫偑偁傝傑偡(OutlookExpress丄傾儞僠僂傿儖僗偺僗働僕儏乕
儖側偳)丅 儅僂僗憖嶌偺塭嬁傕怱攝偱偡丅 愗嶍拞偼丄PC偵怗傟側偄偙偲偑尨懃偱丄
僂傿儞僪傪愗傝姺偊傞偙偲偼柍偄偲巚偄傑偡偑丄徚偊偨傑傑偺僌儔僼偼惛恄塹惗忋傛
偔側偄偺偱懳嶔偟傑偟偨丅
僾儘僌儔儉儊儌
-----------------------------------------------------------------------------
// App婲摦帪偺儊僀儞僼僅乕儉偺儘乕僪偱僌儔僼傿僢僋僀儊乕僕傪巊偊傞傛偆偵偡傞
pictureBox1.Image = new Bitmap(pictureBox1.Width, pictureBox1.Height);
-----------------------------------------------------------------------------
// 僌儔僼傪彂偔応崌
Graphics g = Graphics.FromImage(pictureBox1.Image); // 僴儞僪儖偺庢摼
Pen MyPen = new Pen(Color.Blue, 1); // 儁儞偺惗惉
g.DrawLine(MyPen, x1, y1, x2, y2); // 慄偺昤夋
g.Dispose(); // 僴儞僪儖傪攑婞
pictureBox1.Invalidate(); // 嵞昤夋
Application.DoEvents(); // OS偵堦帪揑偵栠偟夋柺偵昞帵
-----------------------------------------------------------------------------
// 僌儔僼慡懱傪徚嫀偟丄嵞昤夋偵旛偊傞
pictureBox1.Image.Dispose(); // 僌儔僼傿僢僋僀儊乕僕傪攑婞
pictureBox1.Image = new Bitmap(pictureBox1.Width, pictureBox1.Height);
-----------------------------------------------------------------------------
// 儁儞偺怓傪曄峏偡傞応崌
MyPen.Color = Color.WhiteSmoke;
-----------------------------------------------------------------------------
X曽岦偺堏摦検傪應掕偟傑偟偨丅
崁栚 暯嬒抣(mm) 岆嵎(%) 僐乕僪
-------------------+------------+---------+------------------------
捈慄 10mm 9.98 -0.2 G01 X10 F50
墌屖 捈宎10mm 9.94 -0.6 G02 X0 Y0 I0 J5 F50
墌屖 捈宎20mm 19.92 -0.4 G02 X0 Y0 I0 J10 F50
傕偆彮偟岆嵎傪夵慞偱偒傟偽偲巚偄傑偡丅
2006.01.14(搚)
CNC App偵堏摦岆嵎偺曗惓張棟傪捛壛偟傑偟偨丅
堏摦岆嵎曗惓偺奣棯
1) 慜夞堏摦偟偨嵗昗偲丄崱夞堏摦偡傞嵗昗偺嵎暘(兪m)傪寁嶼偟傑偡丅
2) 嵎暘傪僗僥僢僾僷儖僗悢偵姺嶼偟傑偡丅
3) 尨揰偐傜慜夞堏摦偟偨嵗昗傑偱偺嫍棧傪僗僥僢僾僷儖僗悢偵曄姺偟傑偡丅
4) 尨揰偐傜慜夞傑偱偵幚嵺偺堏摦偵巊梡偟偨僗僥僢僾僷儖僗悢偺椵寁(堏摦曽岦偵
傛傝亄/亅偁傝)偟偨僷儖僗悢傪 3) 偱媮傔偨抣偐傜尭嶼偟傑偡丅
5) 2)偺嵎暘偵3)偺嵎暘傪壛偊偨抣偑丄堏摦岆傪嵎曗惓偟偨僷儖僗悢偱偡丅
6) 崱夞堏摦曽岦偑曄傢傞応崌偼丄5)偺寢壥偵僶僢僋儔僢僔儏偵憡摉偡傞僷儖僗悢
傪壛偊傑偡丅
寢壥丗
G02 X0 Y0 I0 J5 F50 (敿宎5mm偺墌) 偱僥乕僽儖傪堏摦偝偣傑偟偨丅
捈広傪僥乕僽儖偵抲偒丄働僈僉恓傪僐儗僢僩偵憓擖丄儖乕儁偱尒側偑傜應偭偨捈宎偼
侾侽mm偱偟偨丅 偝傜偵應掕偺惛搙傪忋偘偨偄偲巚偄傑偡丅
偪側傒偵敿宎俆mm偺墌偼丄墌廃傪栺俁侽侽侽偵暘妱偟偰堏摦偟傑偡丅摨偠夞悢偺堏摦
岆嵎偺曗惓傪峴偭偰偄傞偙偲偵側傝傑偡丅
僶僢僋儔僢僔儏偼曗惓偵傛傝俁幉偲傕暯嬒抣偱俁兪m埲撪偵擖傝丄僶儔僣僉偼暯嬒抣
亇俆兪m埲撪偵擖傝傑偟偨丅
曗惓側偟 曗惓偁傝 曗惓検 (扨埵兪m)
------+----------+----------+-----------------------------
X幉 14.0 -2.0 14
Y幉 40.4 2.8 42
Z幉 138.2 -1.6 137
2006.01.09(寧)
僗僥僢僺儞僌儌乕僞嬱摦僨乕僞傪僶僢僼傽偵惗惉偡傞嫟捠儖乕僠儞偑丄乽僈僢僈僢乿
乽僺僠僢僺僠僢乿偲偄偆壒傪幉偺僕儑僀儞僩晹暘偐傜弌偝側偔側傝丄弶愗嶍偲摨條偺
摦偒傪偡傞傛偆偵側傝傑偟偨丅
1) 嫟捠儖乕僠儞(壖憐俁幉娭悢)偼丄壖憐偺俁幉堏摦僨乕僞VX丄VY丄VZ傪巊梡偟傑偡丅
2) 壖憐俁幉娭悢偼丄VX >= XY >= VZ 偺忦審偱儌乕僞嬱摦僨乕僞傪惗惉偡傞偨傔丄
幚嵺偺奺幉偺堏摦検傪忋婰偺忦審傪廩偨偡堊偺傾儖僑儕僘儉偱慻傒姺偊傑偡丅
3) 僶僢僋儔僢僔儏傗僷儖僗弌椡偵梡偄傞彅乆偺惂屼僷儔儊乕僞傕摨條偺傾儖僑儕僘
儉偱慻傒姺偊傑偡丅
4) 壖憐俁幉娭悢傪僐乕儖偟傑偡丅
5) 摨娭悢偑廔椆偡傞偲丄娭悢屇傃弌偟慜偲偼媡偺傾儖僑儕僘儉偱丄儌乕僞嬱摦僨乕僞
傗惂屼僷儔儊乕僞傪幚嵺偺俁幉宯偵慻傒姺偊傑偡丅
幚俁幉宯(奺幉偺堏摦検丄惂屼僷儔儊乕僞)
伀
壖憐俁幉宯偵慻傒姺偊
伀
劕劒劒劒劒劒劒劒劒劒劖
劔 壖憐俁幉娭悢 劔劅劅劅劅劅劅劅劅劅劅劅劉
劘劒劒劒劒劒劒劒劒劒劗 劆
伀 伀
惂屼僷儔儊乕僞 幚儌乕僞嬱摦僨乕僞偵慻傒姺偊
伀 伀
幚俁幉宯偵慻傒姺偊 EZ-USB儅僀僐儞傊弌椡
伀
儌乕僞嬱摦
偙傟偱丄move_table娭悢偵偁偭偨 X丄Y丄Z 偺戝彫娭學偱偦傟偧傟巊梡偟偰偄偨6偮偺
儖乕僠儞偑侾偮偵傑偲傑傝丄曄峏慜偵800峴埲忋偁偭偨僾儘僌儔儉偑栺400峴偵僒僀僘
僟僂儞丅 夵憿偑傗傝傗偡偔側傝僶僌傕尭傞偼偢偱偡丅(婩婅僶僌杘柵)
2006.01.06(嬥)
EZ-USB儅僀僐儞偱僗僥僢僺儞僌儌乕僞偺嬱摦僷儖僗暆惂屼傪峴偆堊偵丄CNC App偺娭悢
move_table()傪夵憿偟偰偄傑偡丅
奺幉偺堏摦嬫娫枅偵僷儖僗悢傪媮傔傞偲捈偪偵儌乕僞惂屼怣崋傪弌椡偟偰偄偨曽朄傪
丄儌乕僞嬱摦僨乕僞傪僶僢僼傽儕儞僌偟丄僷儖僗暆帪娫僨乕僞偲偲傕偵堦妵偟偰EZ-
USB儅僀僐儞傊揮憲偡傞曽朄偵曄峏偟傑偡丅
EZ-USB儅僀僐儞偼丄庴怣偟偨僷儖僗暆帪娫僨乕僞傪僇僂儞僞抣偵曄姺屻僞僀儅乕僇僂
儞僞偵愝掕偟丄僞僀儅乕妱崬傒傪嫋壜偟傑偡丅
僞僀儅乕妱崬傒枅偵儌乕僞嬱摦僨乕僞傪偦偺傑傑巜掕億乕僩傊弌椡偟傑偡丅
僶僢僼傽儕儞僌偡傞僨乕僞偺撪梕偱偡丅
侾僗僥僢僾暘偺僨乕僞傪係僶僀僩偱峔惉偟傑偡丅
僨乕僞弴 撪梕
-------------+----------------------------------------------------------
侾僶僀僩栚 僷儖僗暆(兪sec)偺壓埵侾僶僀僩
俀僶僀僩栚 僷儖僗暆(兪sec)偺忋埵侾僶僀僩
俁僶僀僩栚 X幉嬱摦僨乕僞丅 億乕僩弌椡壓埵4價僢僩(A憡:2bit,B憡:2bit)
Y幉嬱摦僨乕僞丅 億乕僩弌椡忋埵4價僢僩(A憡:2bit,B憡:2bit)
係僶僀僩栚 Z幉嬱摦僨乕僞丅 億乕僩弌椡壓埵4價僢僩(A憡:2bit,B憡:2bit)
A幉嬱摦僨乕僞丅 億乕僩弌椡忋埵4價僢僩(A憡:2bit,B憡:2bit)
byte宆偺攝楍傪4僶僀僩枅偺僽儘僢僋偵暘偗丄侾僽儘僢僋偵侾僗僥僢僾暘偺僨乕僞傪
奿擺偟傑偡丅
G僐乕僪侾峴暘偺僷儖僗僨乕僞(椺G01 X10 Y10)
劆仼劅劅劅劅劅劅劅劅劅劅劅劅劅劅劅劅劅劅劅劅劅劅劅劅劅 劅 劅 劅劅仺劆
戞侾僽儘僢僋 戞俀僽儘僢僋 戞俁僽儘僢僋
劆仼劅劅劅劅劅仺劆仼劅劅劅劅劅仺劆仼劅劅劅劅劅仺劆
劕劒劚劒劚劒劚劒劚劒劚劒劚劒劚劒劚劒劚劒劚劒劚劒劚劒劚 劒 劒 劒劒劒劖
劔 劔 劔 劔 劔 劔 劔 劔 劔 劔 劔 劔 劔 劔 劔
劘劒劤劒劤劒劤劒劤劒劤劒劤劒劤劒劤劒劤劒劤劒劤劒劤劒劤 劒 劒 劒劒劒劗
仾 仾 仾 仾
劋劍劊 劆 劋劅 Z丄A億乕僩弌椡僨乕僞
劆 劋劅劅 X丄Y億乕僩弌椡僨乕僞
劋劅劅 僷儖僗暆帪娫僨乕僞(兪sec)
G僐乕僪侾峴暘偐僶僢僼傽乕暘偺僨乕僞傪惗惉偡傞偲丄弴師EZ-USB儅僀僐儞傊僨乕僞
傪揮憲偟傑偡丅
庢傝崌偊偢EZ-USB儅僀僐儞梡偺僾儘僌儔儉偼曄峏偣偢偵丄CNC App撪偱僶僢僼傽儕儞
僌偟偨僨乕僞傪梡偄偰丄億乕僩弌椡惂屼偲丄PC偺撪憻僇僂儞僞乕偵傛傞僷儖僗暆偺惂
屼傪峴偄丄X>=Y>=Z偺堏摦忦審偱僥乕僽儖偲僿僢僪偺堏摦傪妋擣偟傑偟偨丅
X>=Z>=Y側偳巆傝偺俆偮偺忦審偱傕巊偊傞傛偆偵儖乕僠儞偺嫟捠壔傪峴偆梊掕偱偡丅
2006.01.03(壩)
CNC App偺僂僂傿儞僪偑懠偺僂傿儞僪僂偺屻傠偵塀傟丄嵞傃慜柺偵栠偭偨偲偒偵僌儔
僼偺堏摦儖乕僩偑徚偊偰偟傑偆栤戣傪丄Graphics偺DrawImage儊僜僢僪傪巊偆曽朄偐
傜pictureBox偺Image僾儘僷僥傿傪巊偆曽朄偵曄峏偟偰懳嶔偟傑偟偨丅
偙偺CNC App偼愗嶍拞側偳摿偵Windows OS壓偱旝彮側帪娫扨埵偺娗棟偑昁梫側堊丄懠偺
App偼廔椆偝偣偰偍偔昁梫偑偁傝傑偡(OutlookExpress丄傾儞僠僂傿儖僗偺僗働僕儏乕
儖側偳)丅 儅僂僗憖嶌偺塭嬁傕怱攝偱偡丅 愗嶍拞偼丄PC偵怗傟側偄偙偲偑尨懃偱丄
僂傿儞僪傪愗傝姺偊傞偙偲偼柍偄偲巚偄傑偡偑丄徚偊偨傑傑偺僌儔僼偼惛恄塹惗忋傛
偔側偄偺偱懳嶔偟傑偟偨丅
僾儘僌儔儉儊儌
-----------------------------------------------------------------------------
// App婲摦帪偺儊僀儞僼僅乕儉偺儘乕僪偱僌儔僼傿僢僋僀儊乕僕傪巊偊傞傛偆偵偡傞
pictureBox1.Image = new Bitmap(pictureBox1.Width, pictureBox1.Height);
-----------------------------------------------------------------------------
// 僌儔僼傪彂偔応崌
Graphics g = Graphics.FromImage(pictureBox1.Image); // 僴儞僪儖偺庢摼
Pen MyPen = new Pen(Color.Blue, 1); // 儁儞偺惗惉
g.DrawLine(MyPen, x1, y1, x2, y2); // 慄偺昤夋
g.Dispose(); // 僴儞僪儖傪攑婞
pictureBox1.Invalidate(); // 嵞昤夋
Application.DoEvents(); // OS偵堦帪揑偵栠偟夋柺偵昞帵
-----------------------------------------------------------------------------
// 僌儔僼慡懱傪徚嫀偟丄嵞昤夋偵旛偊傞
pictureBox1.Image.Dispose(); // 僌儔僼傿僢僋僀儊乕僕傪攑婞
pictureBox1.Image = new Bitmap(pictureBox1.Width, pictureBox1.Height);
-----------------------------------------------------------------------------
// 儁儞偺怓傪曄峏偡傞応崌
MyPen.Color = Color.WhiteSmoke;
-----------------------------------------------------------------------------
CNC偺幚尡傊丗
僒僀僩偺Top傊
朄棩忦崁 偙偺帒椏偵傛傝惗偠偨偄偐側傞忈奞傗懝奞偵懳偟丄挊幰偼慡偰傪柶愑偝傟傞傕偺偲偟傑偡丅 偙偺帒椏偼丄挊嶌尃朄偺壓偱曐岇偝傟丄擖庤愭丄挊幰丄擔晅丄朄棩忦崁傪娷傫偩応崌偵偺傒暋惢偑壜擻偱偡丅